
Горизонтальный сверлильно-фрезерный станок TK6513 предназначен для обработки габаритных и тяжелых деталей для сверления, зенкерования, растачивания, рассверливания отверстий, подрезки торцов, нарезания резьбы метчиком, фрезерования и др.
Шпиндель станка отличается высокой прочностью. Рабочий стол может быть оборудован оптическим устройством позиционирования 4×90°, что обеспечивает высокую точность обработки.
Закаленные и точно отшлифованные направляющие обеспечивают точность в течении многих лет эксплуатации.
Механические функции, одновременное действие которых недопустимо, блокируются относительно друг друга. Передняя бабка и механизм подачи оснащены предохранительными муфтами. Станок оснащён устройством для нарезания резьбы. Угол поворота стола - 360°. Телескопические стальные кожухи защищают направляющие от стружки и загрязнений.
Распределение движений продольного и поперечного хода, а также вращения движущих элементов, таких как передняя бабка и стол, а также фиксация движущихся механизмов осуществляется при помощи автоматических электрогидравлических блокировочных устройств, что позволяет автоматизировать работу станка.
| № | Тип | Наименование | Ед. | Значение | Примечания |
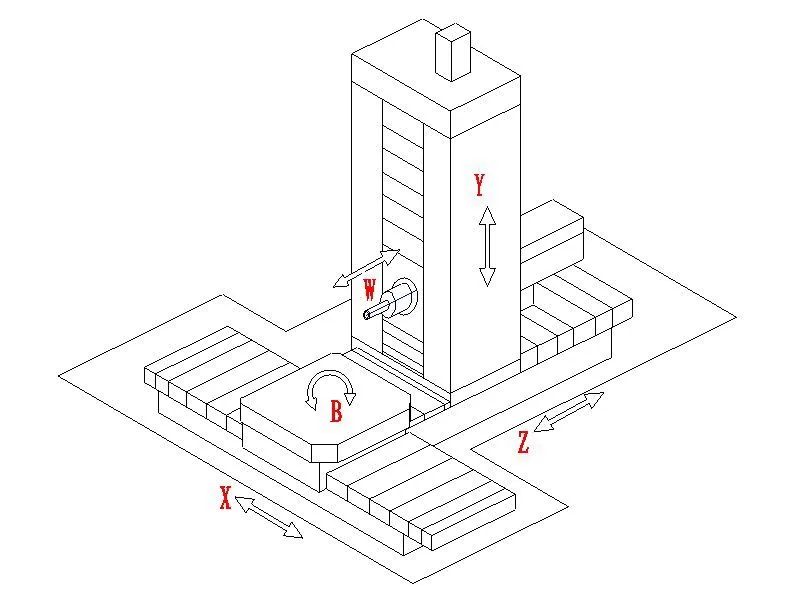
| 1 | Перемещения | Пермещение рабочего стола по оси X | мм | 3000 | |
| 2 | Вертикальное перемещение шпинделяпо оси Y | мм | 2000 | ||
| 3 | Поперечное перемещение колонны по оси Z | мм | 1500 | ||
| 4 | Поперечное перемещение ползуна по оси W | мм | 800 | ||
| 5 | Угол поворота стола по оси B | ° | 360 | ||
| 6 | Ширина т-образных пазов | мм | 22 | ||
| 7 | Скорость рабочих подач | Оси X, Y, Z. | мм/мин | Бесступенчатое 6000 | |
| 8 | Перемещение ползуна, ось W | мм/мин | Бесступенчато 3000 | ||
| 9 | Вращение оси B | °/мин | 360,0.001(индексация) | ||
| 10 | Ускоренные перемещения | Оси X, Y, Z. | мм/мин | 8000 | |
| 11 | Перемещение ползуна, ось W | мм/мин | 4000 | ||
| 12 | Вращение оси B | °/мин | 450 | ||
| 13 | Точность | Точность позиционирования: X, Y, Z, W | мм | 0.018 | |
| 14 | Точность повторного позиционирования по осям, Y, Z, W. | мм | 0.015 |
||
| Точность позиционирования оси B | мм | 8 | |||
| Точность повторного позиционирования оси B | ″ | 6 | |||
| 15 | Шпиндель | Диаметр шпинделя | мм | φ130 | |
| 16 | Диаметр торца | мм | 221.44 | ||
| 17 | Посадочный конус | ISO 50 ( BT50 7:24 ) |
|||
| 18 | Тип штревеля | MAS 403 P50T-1 | |||
| 19 | Мощность | кВт | 30 | ||
| 20 | Коутящий момент | Нм | 2200 | ||
| 21 | Осевое усилие | Н | 25000 | ||
| 22 | Частота вращения | Мин-1 |
20-2000 | ||
| 23 | Тип привода | 2-х ступенчатая коробка скоростей | Гидравлическая | ||
| 25 | Стол | Размер | мм | 1800×1600 | |
| 26 | Предельная нагрузка | кг | 10000 | ||
| 36 | Система охлаждения | Давление | Бар | 8 | |
| 37 | Объём бака | Литр | 960 | ||
| 40 | Габаритные размеры станка | мм | Ориентировочно 7500×5500×5000 | ||
| 41 | Передача данных | USB/SD-Card/Ethernet | |||
| 42 | Удаление стружки | Тип | Скребковый | ||
| 43 | Бак | Со сливом СОЖ | |||
| 44 | Электрошкаф | Охлаждение | Кондиционер |

Система ЧПУ Sinumerik 828D предназначена для станков компакт-класса и располагает необходимыми технологическими функциями и универсальными методами программирования.
Функции:
Данная панель поддерживает такие высокоточные функции ЧПУ как кинематические трансформации, а также содержит эффективные средства управления станками. В одном устройстве объединены функции управления ЧПУ, ПЛК, пульт оператора, а также панель управления осями для шести измерительных контуров ЧПУ.
Программное обеспечение системы специально разработано для сложных токарных и фрезерных станков, устанавливаемых в заводских цехах.

Индексный рабочий стол размером 1800×1600 мм. Вращение стола происходит по направляющим скольжения, что обеспечивает высокую нагрузку и точность. Ось оснащена 2-х рядным роликовым подшипником. Оснащён оптическим датчиком Fagor.

Жёсткость и точность конструкции при поперечном перемещении по стандарту ISO230-2 конструктивно обеспечивается наличием роликовых направляющих качения, производства INA.
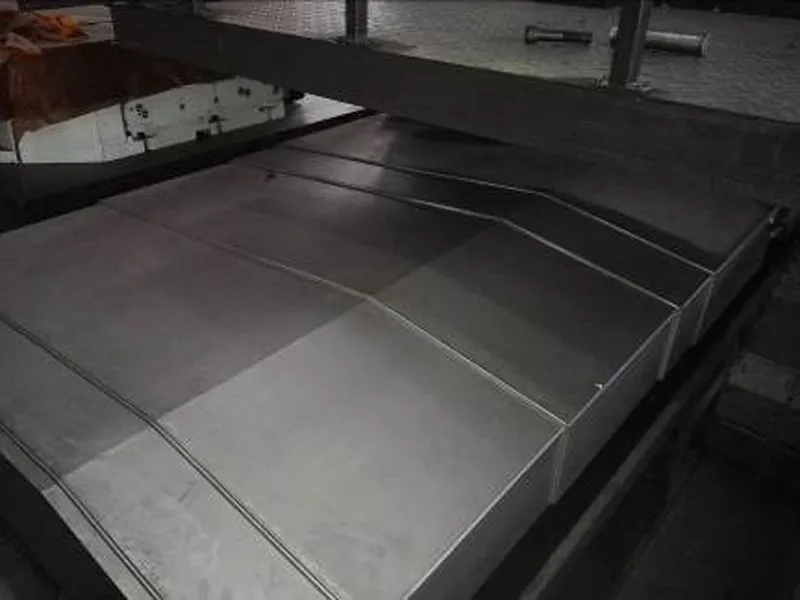
Телескопическая защита направляющих с резиновыми уплотнениями, исключающая попадание стружки и СОЖ на направляющие, подшипниковые блоки и ШВП.

Автоматическая система смазки направляющих и ШВП, производства компании BIJUR (Тайвань). Управляется параметрами, задаваемыми ЧПУ и обеспечивает поступление смазки по системе подвода.
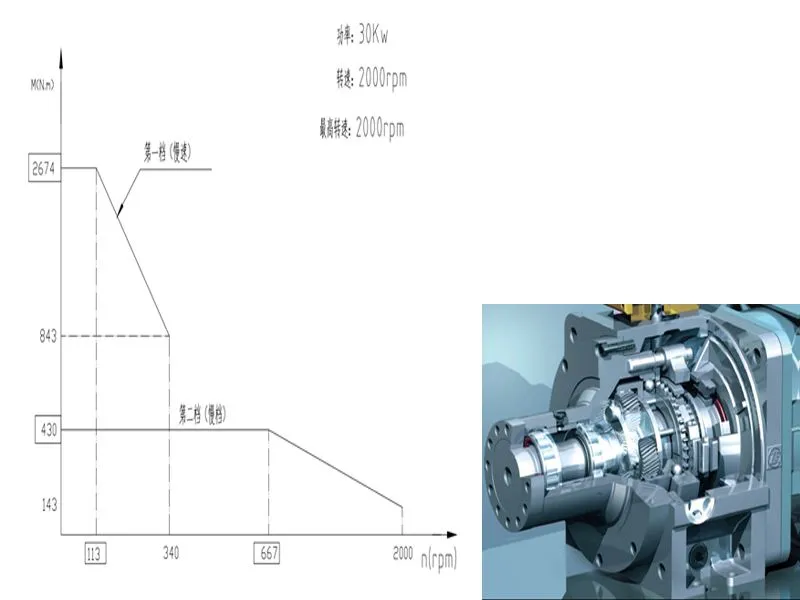
Привод шпинделя осуществляется от двигателя Fanuc или Siemens 1PH7 мощностью 30 кВт. Оснащается 2-х диапазонной гидравлической коробкой скоростей.
1. При работе на 1-й скорости передаточное число i=1, достигается частота вращения равная частоте вращения двигателя.
2. При работе на 2-й скорости передаточное число i=4, достигается максимальный крутящий момент 2674 Нм.

При необходимости фрезерования вертикальных плоскостей под углом 90˚ возможна установка не регулируемой головки, модели L200F производства фирмы GONG YANG MACHINERY CO., LTD (Тайвань).
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей