Серия станков GMА в отличии от серии GMC специально разработана для 5-ти осевой обработки различных деталей из металлических материалов, таких как сталь, чугун и т.д. Продольное перемещение заготовки выполняется за счёт подвижного стола. Станок оснащается наклонно поворотной головкой компании Vectra. Возможно оснащение станка поворотным столом.
Наименование | Ед. | Значение | Примечания | |
Зона обработки | ширина стола | мм | 2 000 | |
длинна стола | мм | 4 000 | ||
максимальная нагрузка на стол | кг | 15 000 | ||
ширина порталла | мм | 2 800 | ||
высота порталла | мм | 1 500 | ||
расстояние от торца шпинделя до поверхности стола А=0˚ | мм | 250~1500 | ||
расстояние от оси шпинделя до поверхности стола А=90˚ | мм | 278~1528 | ||
рабочие перемещения | перемещение по оси X | мм | 4 200 | |
перемещение по оси Y | мм | 3 200 | ||
перемещение по оси Z | мм | 1 250 | ||
Шпиндель | Тип передачи | Зубчатый редуктор | ||
Мощность шпинделя | кВт | 22/26 | ||
Максимальная частота вращения | Мин-1 | 3000 | ||
Рабочий крутящий момент | N.m | 718 | ||
Максимальный крутящий момент | N.m | 849 | ||
Максимальное усилие | N | 18000 | ||
Характеристики оси Х | Вид | перемещение стола | ||
Тип направляющих | Роликовые направляющие качения | RGH65 | ||
Кол-во направляющих | Шт. | 3 | ||
Тип передачи двигателя подачи | Планетарный редуктор | SP140S-MF1-7 | ||
Передаточное число | 1:4 | |||
Тип привода | ШВП | R63-20K5-FDC | ||
Характеристики оси Y | Вид | Перемещение салазок | ||
Тип направляющих | Роликовые направляющие качения | RGW55 | ||
Кол-во направляющих | Шт. | 2 | ||
Тип передачи двигателя подачи | Прямой привод | SP100S-MF1-3 | ||
Передаточное число | 1:3 | |||
Тип привода | ШВП | R63-12K5-FDC | ||
Характеристики оси Z | Вид | Перемещение ползуна | ||
Тип направляющих | Тефлоновые направляющие скольжения | |||
Кол-во | Шт. | 2 | ||
Тип передачи двигателя подачи | Прямой привод | |||
Передаточное число | 1:3 | |||
Тип привода | ШВП | R63-12K5-FDC | ||
Ускоренное перемещение | Перемещение стола X | мм/мин | 12 000 | |
Перемещение салазок Y | мм/мин | 12 000 | ||
Перемещение ползуна | мм/мин | 10 000 | ||
Точность позиционирования по стандарту ( GB/T19362.1-2003) | Ось X | мм | 0.025 | Без оптических линеек |
Ось Y | мм | 0.020 | ||
Ось Z | мм | 0.020 | ||
Точность повторного позиционирования по стандарту ( GB/T19362.1-2003) | Ось X | мм | 0.016 | Без оптических линеек |
Ось Y | мм | 0.013 | ||
Ось Z | мм | 0.013 | ||
Шероховатость обработки | Шероховатость чистового растачивания | ≤Ra1,6 | HB230~260 Твёрдость материала | |
Шероховатость чистового фрезерования | ≤Ra3,2 | |||
Требования к окружающей среде | Температура | 0℃-40℃ | ||
Напряжение сети | В | 380(-15%,+10%) | ||
Частота питающей сети | Гц | 50±1% | ||
Влажность | ≤90% | |||
Давление в пневмосистеме | мПа | 0.5~0.7 | ||
Система ЧПУ | Модель | FANUC 0i-MF | ||
Кол-во управляемых осей | Ось | 5 | ||
Кол-во одновременно управляемых осей | Ось | 4 | ||
Характеристики инструмента | Тип конуса | BT50 | ||
Кол-во инструментов в магазине | Дисковый тип -24 шт. | |||
Максимальный вес инструмента | кг | 18 | ||
Максимальная длинна инструмента | мм | 350 | ||
Максимальный диаметр инструмента | мм | 112 | 200 при свободных соседних ячейках | |
Дополнительные характеристики | Смазка направляющих и ШВП | Устройство автоматической центральной смазки | ||
Вид пульта управления | Стационарный вертикальный | |||
Ручная смена инструмента | Автоматизированный (кнопка) | |||
Индикация режима работы | 3-х цветовая индикация | |||
Охлаждение инструмента и детали | Система подачи СОЖ | |||
Габаритные размеры | Длинна | мм | 11 120 | |
Ширина | мм | 6 300 | ||
Высота | мм | 6 900 | При перемещении по оси Z 1250 мм | |
Вес станка | кг | 48 000 |
Применяемые комплектующие:
Номер | Наименование | Производитель | Примечание |
1 | ШпиндельBT50 | Cells, Тайвань | Стандартная комплектация |
2 | Направляющие X, Y | THK/HIWIN | Стандартная комплектация |
3 | ШВП X, Y, Z | THK/HIWIN | Стандартная комплектация |
4 | Опорные подшипники | NSK, Япония | Стандартная комплектация |
5 | Система смазки | BIJUR, Тайвань | Стандартная комплектация |
6 | Система подачи СОЖ | Тайвань | Стандартная комплектация |
7 | Система ЧПУ | FANUC 0i-MF или Siemens 828 | Стандартная комплектация |
8 | Пневматика | AIRTAC, Тайвань | Стандартная комплектация |
9 | Электроавтоматика | Shnider Германия | Стандартная комплектация |
10 | Компенсация веса шпиндельного узла | Азотные амортизаторы | Стандартная комплектация |
11 | Магазин смены инструмента BT50/24 | Тайвань | Стандартная комплектация |
12 | Система удаления стружки | Шнековая | Стандартная комплектация |
13 | 2K250 2-х скоростная коробка передач | Германия ZF | Опция |
14 | Масляное охлаждение шпинделя | Тайвань | Опция |
15 | Поворотная головка 90 град. | Тайвань | Опция |

Станок оснащён современной системой числового программного управления FANUC Oi-MF Plus — одной из самых надёжных и востребованных платформ в промышленной обработке. Эта система идеально соответствует требованиям многоосевого станка с 4-осевой синхронной обработкой и обеспечивает высокую точность, стабильность и гибкость в управлении.
Ключевые возможности системы:
- 4-осевая синхронная обработка — полная координация осей X, Y, Z и одной из вращательных осей (A/C) для сложной 5-осевой обработки без переустановки детали;
- Интуитивный интерфейс iHMI — 10,4-дюймовый цветной сенсорный дисплей с поддержкой русского, английского и китайского языков, позволяющий переключать интерфейс в реальном времени;
- Визуализация траектории — 3D-предварительный просмотр программы резания с обнаружением коллизий и ошибок до запуска;
- Автоматическая диагностика и подсказки — система мгновенно определяет сбои, выводит понятные сообщения об ошибках и предлагает действия по устранению;
- Гибкий ввод данных — ручной ввод через панель, а также передача программ через USB, RJ45 (Ethernet) и CF-карту — для быстрой загрузки и обновления обработки;
- Интеграция с промышленными сетями — встроенный MES-интерфейс и открытые API для подключения к системам управления производством, сбора данных и удалённого мониторинга;
- Портативный ручной импульсный генератор (手轮) — удобное управление в режиме наладки, настройки и позиционирования с высокой точностью ±0,001 мм.
Система FANUC Oi-MF Plus обеспечивает не только высокую производительность, но и минимальное время на обучение персонала, снижает риск ошибок и повышает общую эффективность производства — особенно в условиях многосменной работы и обработки сложных деталей.

Станина, колона и рабочий стол станины изготавливаются из высококачественного чугуна – Mechanit. Снабжены достаточным количество рёбер жёсткости необходимым для обеспечения высокой виброустойчивости при обработке. Проходят термическую обработку и искусственное старение (снятие внутренних напряжений).
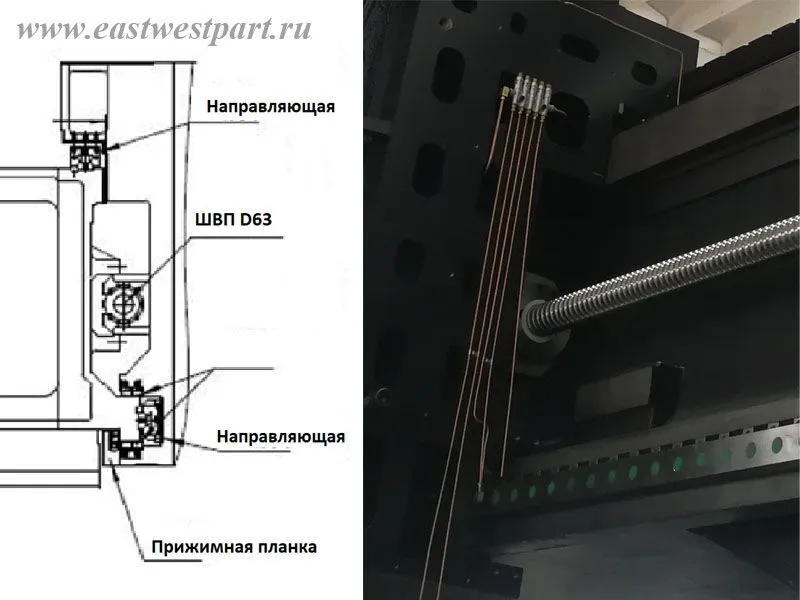
Отличительной особенностью серии станков GMF является особая конструкция механизма поперечного перемещения. С перпендикулярно установленными роликовыми направляющими качения. Перемещение по оси Y выполняется посредством планетарного редуктора.

Роликовые направляющие Rexroth или Hiwin позволяют перемещать высочайшие нагрузки с минимальными усилиями с высокой жесткостью и, как следствие точностью, которая отвечает требованиям пользователей высокопроизводительных станков и роботов.

Направляющие качения
(Роликовые) по осям X,Y, что обеспечивает высокую точность перемещения, производительность,
и скоростью обработки. По оси Z, установлены восемь прецизионных направляющих
скольжения обеспечивает повышенную жёсткость конструкции процессе обработки.
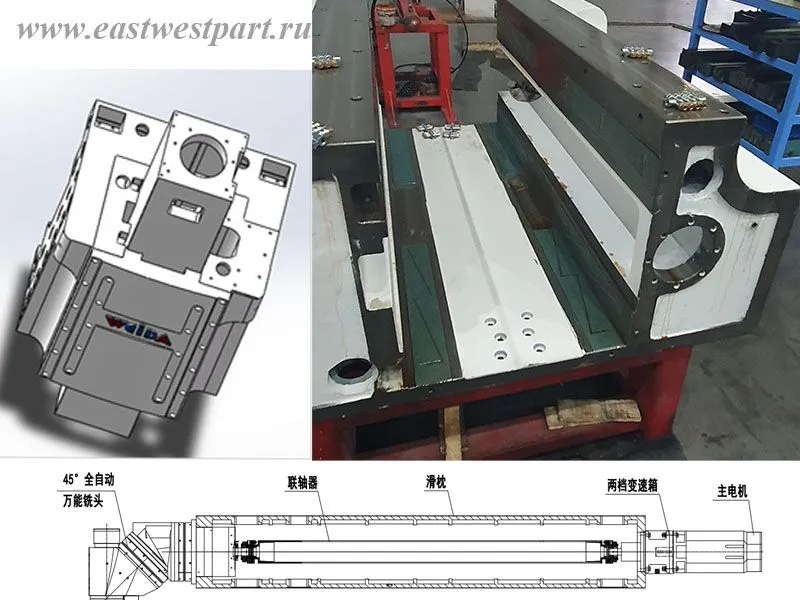
Балансировочные гидроцилиндры расположены так, что точки их крепления совпадают с центром тяжести ползуна, что соответствует принципу «привода по центру тяжести». Такая компоновка значительно снижает моменты боковой нагрузки при вертикальном перемещении ползуна, уменьшая возникающие вибрации. В результате достигается повышение стабильности и точности обработки. Ползун выполнен в виде квадратной конструкции из высокопрочного чугуна QT600 — материала, обладающего значительно лучшими механическими характеристиками по сравнению с серым чугуном HT300. Размер поперечного сечения— 450×450 мм, что обеспечивает высокую жёсткость и устойчивость при интенсивных нагрузках.
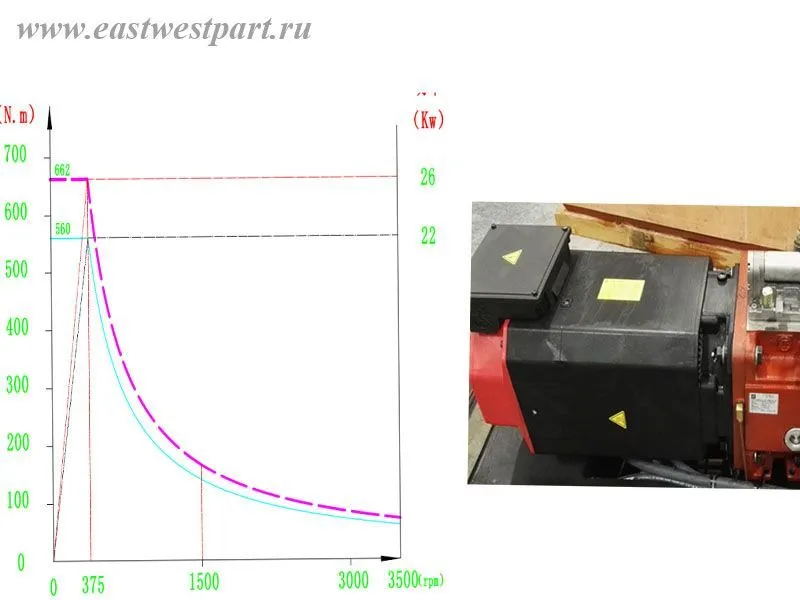
Шпиндель пр-во фирмы Kenturn (или аналог) Тайвань BT50 с максимальной частотой вращения 6 000 мин-1 (рабочая 3000). Оснащён двигателем Fanuc α22 (22/26 кВт) и подшипниками SKF.
Максимальный ртутящий момент до 662 Нм. Вращение передаётся через редуктор с оснащается масляным охлаждением.
Главный сервопривод установлен непосредственно на вершине салазок и напрямую соединён с фрезерной головкой через редуктор и композитную муфту из углеродного волокна. Такая компоновка минимизирует передачу тепла от двигателя к направляющим, снижая термическую деформацию и обеспечивая стабильность геометрии при длительной работе. Кроме того, источник вибрации удалён от зоны резания — это значительно повышает плавность обработки и точность поверхности.
Редуктор — собственная разработка компании — отличается:
• Постоянством передаваемого крутящего момента в широком диапазоне оборотов;
• Минимальным уровнем вибрации и шума;
• Высокой компактностью и КПД передачи;
• Долговечностью и надёжностью даже при интенсивных циклах работы.
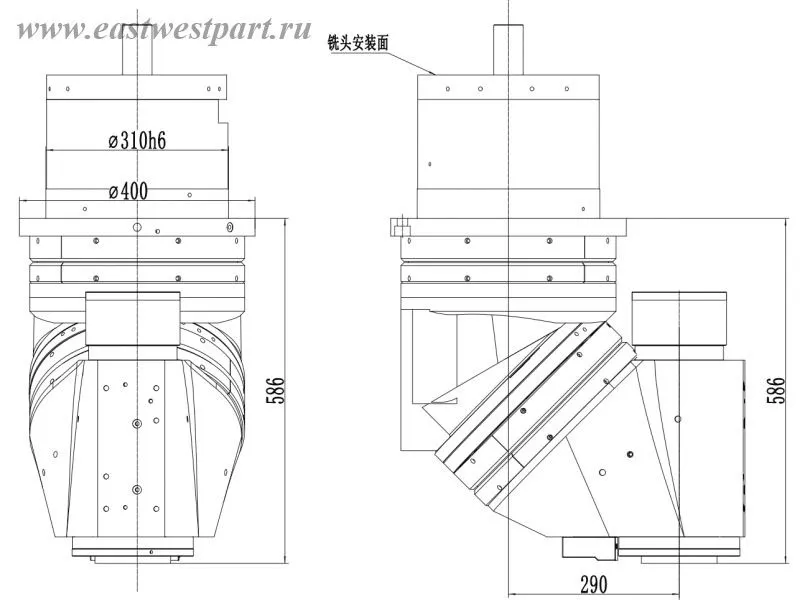
Фрезерная головка — автоматическая универсальная фрезерная головка с поворотом ±45°, разработанная компанией Vectra.
Основные характеристики:
- Конус шпинделя: BT50
- Сила зажима инструмента: 18 000 Н ±10% (90 бар)
- Привод осей A и C: Механический, от главного сервомотора
- Диапазон поворота:
- Ось A: 360°
- Ось C: 360°
- Усилие удержания осей:
- Ось A: 12 000 кгс
- Ось C: 12 000 кгс
- Система позиционирования: Точная фиксация с помощью торцевого зубчатого диска — обеспечивает высокую повторяемость и жёсткость при смене угловых положений.
Такая конфигурация позволяет выполнять сложные 5-осевые операции с высокой точностью, без потери жёсткости и с минимальными допусками — идеально для обработки деталей авиационной, автомобильной и энергетической промышленности.

Магазин инструментов на 24 позиций вертикального типа.
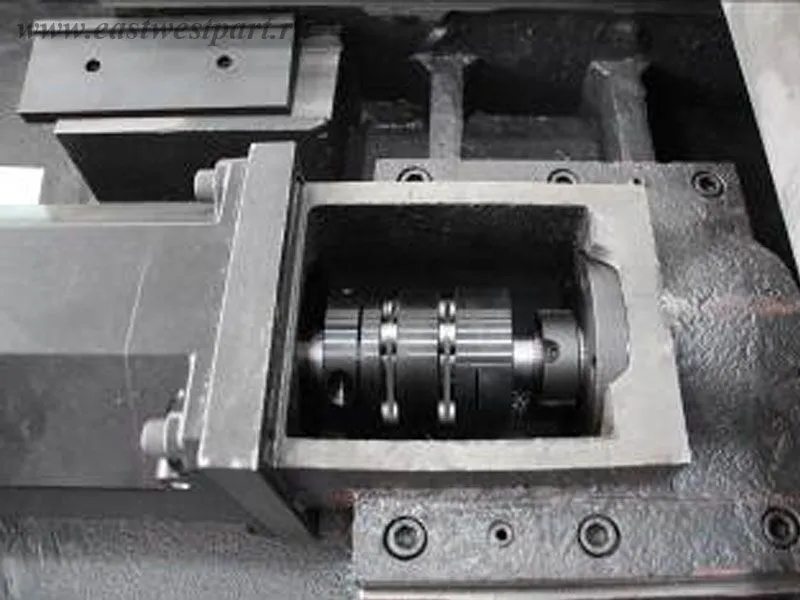
Отсутствие ременной передачи между двигателями подач по осям Y и Z повышает точность и максимальное усилие. Предусмотрена установка компенсационных муфт, между двигателем и ШВП.
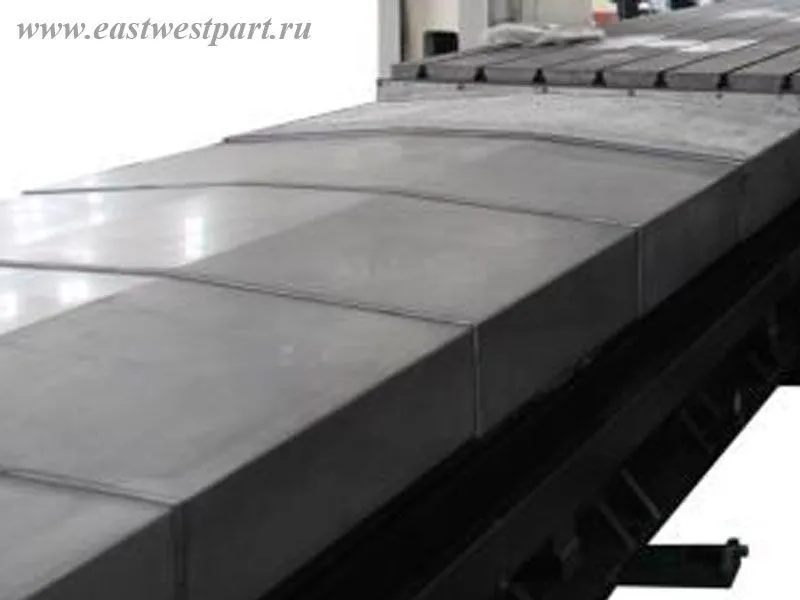
Телескопическая защита направляющих с резиновыми уплотнениями, исключающая попадание стружки и СОЖ на направляющие, подшипниковые блоки и ШВП.

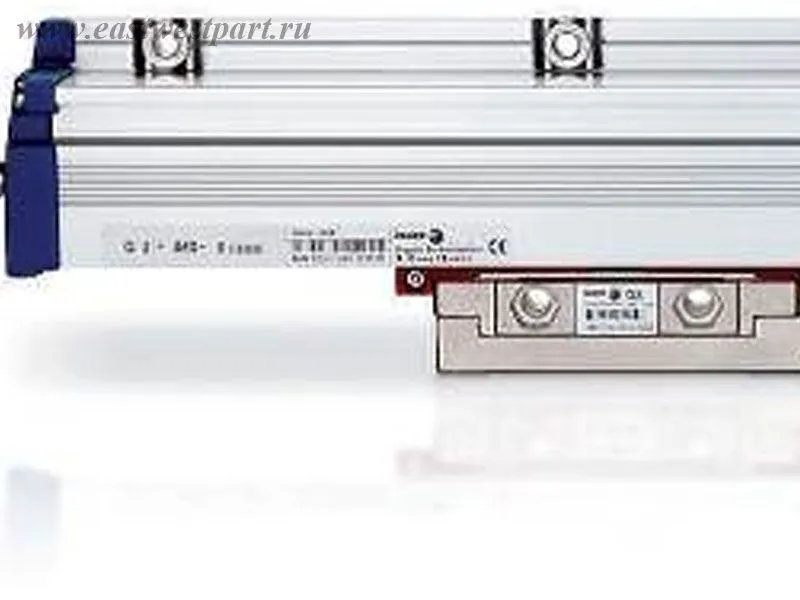
С целью увеличения осевого усилия подачи возможна установка планетарного редуктора между выходным валом двигателя подачи и ШВП. Так же эта опция обязательно устанавливается в случае применения оптических линеек.

В случае необходимости расширения возможностей станка за счёт применения большего количества инструментов рекомендуется установка магазина инструментов на 32 позиции цепного типа с манипулятором.

Так же может быть установлена опция подачи СОЖ через шпиндель под давлением 20 мПа. В случае её установки обязательно устанавливается полное ограждение рабочей зоны (с верхней частью).

Система измерения детали Renishaw OMP60 с оптической передачей сигнала, предназначена для установки заготовки или контроля обработки изделия, установленного в рабочей зоне. Позволяет уменьшить погрешности и количество брака при обработке.

Контактная система измерения инструмента Renishaw TS27R, предназначенная для ускорения процесса переналадки, контроля за состоянием инструмента и измерением его вылета и диаметра.

В случае установки высокоскоростных шпинделей или 2-х скоростного редуктора ZF-2K250 необходимо масляное охлаждение шпинделя, которое предотвращает влияние нагрева подшипниковых опор шпинделя или механических передач редуктора.

Боковые ленточные конвейеры вместо шнековых, могут применяться для более эффективного удаления стружки.

При необходимости сбора в одну ёмкость стружки, подаваемой боковыми конвейерами, предусматривается дополнительный пластинчатый конвейер.
Дисковый сепаратор для сбора масла с поверхности СОЖ (скиммер).
При необходимости обработки деталей с поворотом вокруг вертикальной или горизонтальной оси рекомендуется установка поворотного стола модели MRNC-63A, производства компании TANSHING (Тайвань).
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей