
Станки серии KMC600, разработанные для высокоточной и высокоскоростной обработки в аэрокосмической отрасли, отличаются компактным дизайном и высокой жёсткостью станины, выполненной из инновационных композитных материалов. Станина имеет жёсткую коробчатую форму. Все узлы перемещений по осям X,Y и Z базируются на 2-х сторонних опорных элементах, что позволяет максимальные перемещения на скоростях до 60 м/мин, независимо от веса заготовки.
Применение технологии минерального литья позволяет увеличить прочность и виброустойчивость в 6-10 раз по сравнению с чугунным литьём, а также уменьшить в 20 раз коэффициент температурного линейного расширения, что практически сводит к минимуму зависимость точности обработки от температурных изменений. Ось Y базируется на 4-х сбалансированных линейных направляющих. Наклонно-поворотный стол имеет 2-х сторонней привод с помощью 2- синхронизированных серводвигателей. Как опция, может применяться высоко моментный и высокоскоростной привод поворота по оси C, для возможности вертикальной токарно-фрезерной обработки. Токарная обработка может проводиться и при наклоне заготовки.
Функция наклона стола имеет возможности в пределах ± 130˚. Инструментальный магазин устанавливается на задней части станины. Система ЧПУ, сервоприводы, сервомоторы, мотор-шпиндель разработаны и изготавливаются на производстве компании Dalian Guangyuang Science Technology Engineering, что обеспечивает максимальную сочетаемость всех компонентов и узлов конструкции.
|
Модель |
Ед. изм. |
KMC600 U |
KMC600 UMT |
|
Зона обработки |
|||
|
Максимальный диаметр обработки |
мм |
700 |
700 |
|
Максимальная длинна/ширина обработки (X/Y) |
мм |
700 |
700 |
|
Максимальная длинна обработки (Z) |
мм |
450 |
450 |
|
Диаметр поворотного стола |
мм |
650×540 |
650 |
|
Максимальный вес заготовки |
кг |
1000 |
500 |
|
Рабочая зона |
|||
|
Технологический ход, ось X |
мм |
700 |
700 |
|
Технологический ход, ось Y |
мм |
650 |
650 |
|
Технологический ход, ось Z |
мм |
450 |
450 |
|
Диапазон наклона, ось А |
град. |
(-130°-+130°) |
|
|
Диапазон поворота, ось C |
|
Не ограничено |
|
|
Шпиндель |
|||
|
Тип |
|
Мотор-шпиндель |
|
|
Крутящий момент(S1/S6 25%) |
Нм |
84/125 |
84/125 |
|
Частота вращения шпинделя |
мин-1 |
18000 |
18000 |
|
Мощность шпинделя |
кВт |
38 |
38 |
|
Крепление инструмента |
|
HSK A63 |
HSK A63 |
|
Фиксация шпинделя |
|
нет |
есть |
|
Ось А |
|||
|
Тип |
|
Двухсторонний привод |
Двухсторонний привод |
|
Крутящий момент (S1/S6) |
Нм |
1880/3480 |
1880/3480 |
|
Ось C |
|||
|
Тип |
|
Прямой привод |
Прямой привод |
|
Крутящий момент (S1/S6) |
Нм |
860/1620 |
860/1620 |
|
Подача |
|||
|
Максимальная величина подачи X |
м/мин |
48 |
48 |
|
Максимальная величина подачи Y |
м/мин |
48 |
48 |
|
Максимальная величина подачи Z |
м/мин |
48 |
48 |
|
Максимальная величина подачи A |
мин-1 |
30 |
30 |
|
Максимальная величина подачи C |
мин-1 |
80 |
80(фрез. опер.) 600(точение) |
|
Точность позиционирования (При температуре 20±1°C) |
|||
|
Точность позиционирования, ось X |
мкм |
8 |
8 |
|
Точность позиционирования, ось Y |
мкм |
8 |
8 |
|
Точность позиционирования, ось Z |
мкм |
8 |
8 |
|
Точность позиционирования, ось A |
сек |
8 |
8 |
|
Точность позиционирования, ось C |
сек |
8 |
8 |
|
Точность повторного позиционирования (При температуре 20±1°C) |
|||
|
Точность повторного позиционирования, ось X |
мкм |
5 |
5 |
|
Точность повторного позиционирования, ось Y |
мкм |
5 |
5 |
|
Точность повторного позиционирования, ось Z |
мкм |
5 |
5 |
|
Точность повторного позиционирования, ось A |
сек |
5" |
5" |
|
Точность повторного позиционирования, ось C |
сек |
5" |
5" |
|
Система ЧПУ |
|||
|
Тип |
|
GNC61 |
GNC61 |
|
Язык |
|
Английский |
Английский |
|
Диагональ монитора |
|
15" |
15" |
|
Тип USB |
|
2 |
2 |
|
Обработка наклонной плоскости |
|
есть |
есть |
|
NURBS интерполяция |
|
есть |
есть |
|
Пред. обработка кадров |
|
есть |
есть |
|
Ручной генератор импульсов |
|
есть |
есть |
|
Общие характеристики |
|||
|
Мощность двигателя охлаждения |
кВт |
7 |
7 |
|
Ёмкость магазина инструмента |
|
32 |
32 |
|
Вес станка |
тонн |
12 |
12 |
|
Напряжение сети |
Вольт |
400+-20 |
400+-20 |
|
Потребляемый ток |
|
200A |
200A |

Устанавливаемая система ЧПУ GONA GNC61 предусматривает полную 5-ти осевую интерполяцию. Для поставки в РФ не требуется никаких дополнительных разрешения и согласований. Так же как двигатели и сервоприводы является собственной разработкой Dalian Guangyuang Science Technology Engineering Co.

Сервомоторы собственного производства.

Электрошкаф с установленными в нём сервоприводами собственного производства.

Цельнолитая станина коробчатой формы, изготовленная методом минерального литья.
Прочность и виброустойчивость данного материала превосходят чугун в 6-10 раз. Также имеет меньший в 20 раз коэффициент температурного линейного расширения, что практически сводит к минимуму зависимость точности обработки от температурных колебаний.

Станина вид сзади.
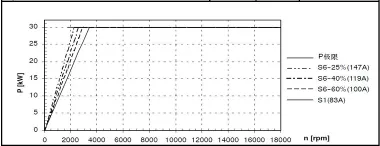
Базовый мотор-шпиндель собственной разработки, оснащён подшипниками SKF. Тип хвостовика HSK A63. Максимальная частота вращения 12000 мин-1, мощность 30 кВт.
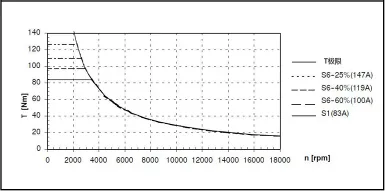
Диаграмма зависимости крутящего момента шпинделя от частоты вращения базового мотор-шпинделя.

Внешний вид и конструкция мотор-шпинделя.
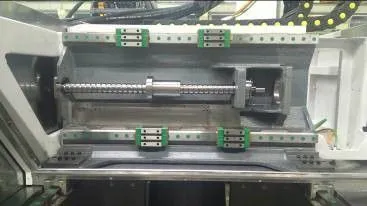
Применяются высокоточные линейные направляющие качения с пред натягом, для обеспечения высокой скорости перемещений.

Приводится в движение высоко моментными сервомоторами. Конструкция стола и технология его изготовления обеспечивает долговременную точность обработки и высокую разрешающую способность перемещений. В сравнении с традиционной конструкцией привода таких узлов (червячные зацепления), данный конструктив обеспечивает минимальный износ узлов этого механизма. Практически полностью исключены в работе данного узла такие явления как остаточные деформации узлов и влияние магнитных полей
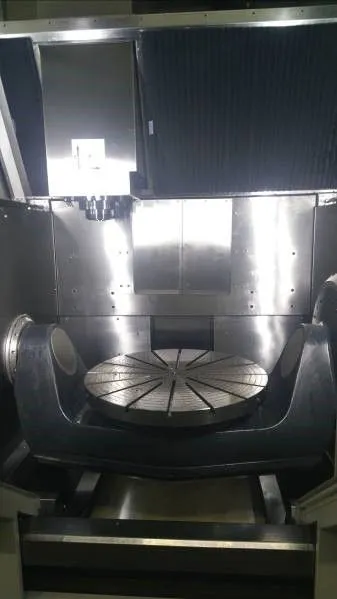
Для модификации UMT предусмотрена вертикальная токарная обработка за счёт применение высокоскоростного привода поворота стола.


Двигатель поворота стола в процессе сборки.
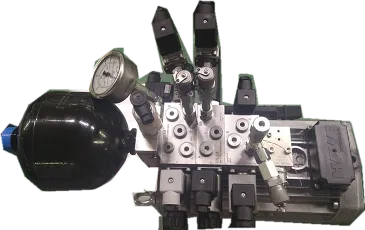
Новейшая система балансировки шпиндельной головки. Новейшая конструкция системы балансировки фрезерной головки с применением азотного пневмо-противовеса создает накопитель аккумулятор, которому не требуется дополнительное питание. Также отсутствует необходимость в гидроприводе. Отсутствие шума, чрезвычайно стабильное движение, исключение резонансных явлений – благодаря
этому существенно повышается эффективность и производительность.

Индикатор состояния станка сигнализирует о стадии обработки, завершении обработки или аварийной остановке.

В стандартную комплектацию всех серий станков входит система принудительного масляного охлаждения шпинделя, предназначенная для предотвращения появления температурных расширений в конструкции шпиндельного узла в процессе продолжительной работы. Система охлаждения обеспечивает высокую точность обработки и продлевает срок службы шпинделя.

ограничены от влияния СОЖ и стружки.

Система охлаждения инструмента предусматривает снятие баков СОЖ для их очистки.
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей