
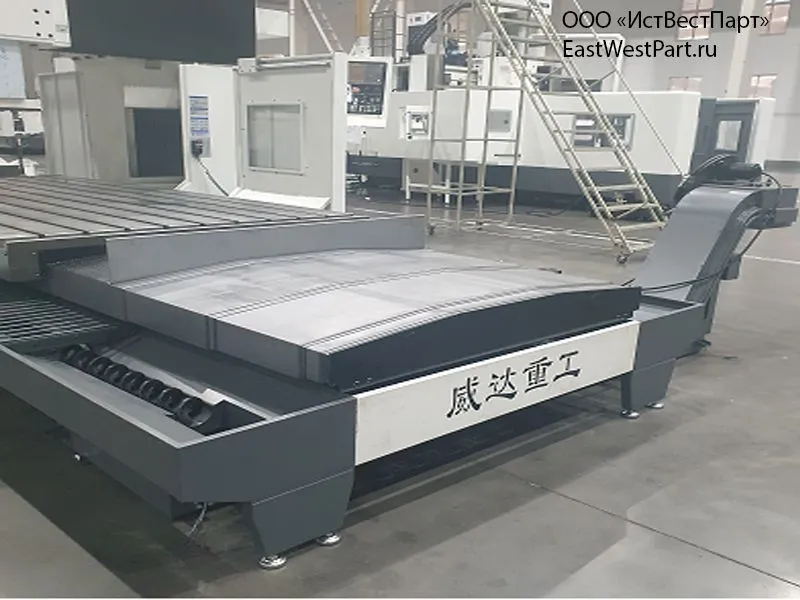
Портальные станки GMC2560 являются собственной разработкой компании Weida.
Продольная подача реализована путём перемещения стола на роликовых направляющих. Перемещение по оси Y осуществляется так же по роликовым направляющим. Перемещение по оси Z осуществляется по тефлоновым направляющим скольжения. Предусмотрено одновременное управление 3-мя осями.
Станина и портал станка выполнены из высококачественного чугуна и имеют цельно-литую структуру, обеспечивающую высокую жёсткость конструкции в процессе обработки. Станки предназначены для выполнения следующих операций: Фрезерование, растачивание, сверление, прямое нарезание резьбы и т.д. Применяются в таких отраслях промышленности как судостроение, автомобилестроение, военные и энергетические отрасли, изготовление сложных пресс-форм.
Серия станков GMC предназначена для прецизионной обработки сверхтяжелых корпусных заготовок и тел вращения с разных сторон без их перемещения, плоских стальных, фасонных алюминиевых или цилиндрических магниевых полуфабрикатов.
Портальные обрабатывающие центры, в основном, применяются при черновой и получистовой обработке деталей тяжелого машиностроения, нефтяной отрасли.
Кроме того, коробка передач в шпиндельном узле обеспечивает высокий крутящий момент, что позволяет станку выполнять фрезерование закаленных и легированных сталей.
| Наименование | Ед. | Значение | Примечания | |
| Зона обработки | ширина стола | мм | 3 000 | |
| длинна стола | мм | 5 000 | ||
| максимальная нагрузка на стол | кг | 30 000 | ||
| ширина портала | мм | 3 800 | ||
| высота портала | мм | 1 250 | Опционально возможно увеличение |
|
| расстояние от торца шпинделя до поверхности стола | мм | 550~1800 | Опционально возможно увеличение | |
| рабочие перемещения | перемещение по оси X | мм | 5250 | |
| перемещение по оси Y | мм | 4 200 | ||
| перемещение по оси Z | мм | 1 250 | ||
| Шпиндель | Тип передачи | Прямое подключение 2-х скоростная коробка передач |
||
| Мощность шпинделя | кВт | 31/37 | ||
| Рабочая частота вращения | Мин-1 |
4000 | ||
| Максимальная частота вращения | Мин-1 |
6000 | ||
| Крутящий момент | Нм | 718 | ||
| Максимальный крутящий момент | Нм | 849 | ||
| Максимальное усилие | Н | 18000 | 18000 | |
| Характеристики оси Х | Вид | перемещение стола | ||
| Тип направляющих | Роликовые направляющие качения | RGW65 | ||
| Кол-во направляющих | Шт. | 2 | ||
| Тип передачи двигателя подачи | Планетарный редуктор | SP140S-MF1-7 | ||
| Передаточное число | 1:7 | |||
| Тип привода | ШВП | R100-20K5-FDC | ||
| Характеристики оси Y | Вид | Перемещение салазок | ||
| Тип направляющих | Роликовые направляющие качения | RGW55 | ||
| Кол-во направляющих | Шт. | 2 | ||
| Тип передачи двигателя подачи | Планетарный редуктор | SP100S-MF1-3 | ||
| Передаточное число | 1:4 | |||
| Тип привода | ШВП | R63-12K5-FDC | ||
| Характеристики оси Z | Вид | Перемещение ползуна | ||
| Тип направляющих | Тефлоновые направляющие скольжения | |||
| Кол-во | Шт. | 4 | ||
| Тип передачи двигателя подачи | Планетарный редуктор | SP100S-MF1-3 | ||
| Передаточное число | 1:4 | |||
| Тип привода | ШВП | R63-12K5-FDC | ||
| Ускоренное перемещение | Перемещение стола X | мм/мин | 10 000 | |
| Перемещение салазок Y | мм/мин | 10 000 | ||
| Перемещение ползуна | мм/мин | 800 | ||
| Скорость рабочего перемещения | Ось Y | мм/мин | 1-4 000 | |
| X-Z Ось Z | мм/мин | 1-4 000 | ||
| Точность позиционирования по стандарту ( GB/T19362.1-2003) | Ось X | мм | 0.037 | Без оптических линеек |
| Ось Y | мм | 0.032 | ||
| Ось Z | мм | 0.025 | ||
Точность повторного позиционирования по стандарту ( GB/T19362.1-2003) |
Ось X | мм | 0.025 | Без оптических линеек |
| Ось Y | мм | 0.020 | ||
| Ось Z | мм | 0.015 | ||
| Шероховатость обработки | Шероховатость чистового растачивания | ≤Ra1.6 | HB230~260 Твёрдость материала | |
| Шероховатость чистового фрезерования | ≤Ra3.2 | |||
| Требования к окружающей среде | Температура | 0℃-40℃ | ||
| Напряжение сети | В | 380(-15%,+10%) | ||
| Частота питающей сети | Гц | 50±1% | ||
| Влажность | ≤90% | |||
| Давление в пневмосистеме | мПа | 0.5~0.7 | ||
| Система ЧПУ | Модель | FANUC 0i-MF | ||
| Кол-во управляемых осей | Ось | 3 | ||
| Кол-во одновременно управляемых осей | Ось | 3 |
| Характеристики инструмента | Тип конуса | BT50 | ||
| Кол-во инструментов в магазине | Дисковый тип -24 шт. | |||
| Максимальный вес инструмента | кг | 25 | ||
| Максимальная длинна инструмента | мм | 350 | ||
| Дополнительные характеристики | Смазка направляющих и ШВП | Устройство автоматической центральной смазки | ||
| Вид пульта управления | Стационарный вертикальный | |||
| Ручная смена инструмента | Автоматизированный (кнопка) | |||
| Индикация режима работы | 3-х цветовая индикация | |||
| Охлаждение инструмента и детали | Система подачи СОЖ | |||
| Габаритные размеры | Длинна | мм | 14 120 | |
| Ширина | мм | 6 500 | ||
| Высота | мм | 6 800 | ||
| Вес станка | кг | 90 000 | ||

Устанавливаемая система ЧПУ на выбор:
Fanuc 0i-MF или Siemens 828D
ЧПУ серии 0i модели F — это идеальное решение базового уровня для управления несколькими операциями. Данная система ЧПУ — это отличное сочетание стоимости и качества, непревзойденной производительности и надежности. Основные характеристики:
• одновременная обработка 4 осями или в комбинации осей 3+2;
• готовность к использованию, интегрированный пакет программного обеспечения;
• встроенная функция FANUC Dual Check Safety;
• возможности программирования на производстве с помощью MANUAL GUIDE I (ОПЦИЯ);
Система ЧПУ Sinumerik 828D предназначена для станков компакт-класса и располагает необходимыми технологическими функциями и универсальными методами программирования.
Функции:
Данная панель поддерживает такие высокоточные функции ЧПУ как кинематические трансформации, а также содержит эффективные средства управления станками. В одном устройстве объединены функции управления ЧПУ, ПЛК, пульт оператора, а также панель управления осями для шести измерительных контуров ЧПУ.
Программное обеспечение системы специально разработано для сложных токарных и фрезерных станков, устанавливаемых в заводских цехах.
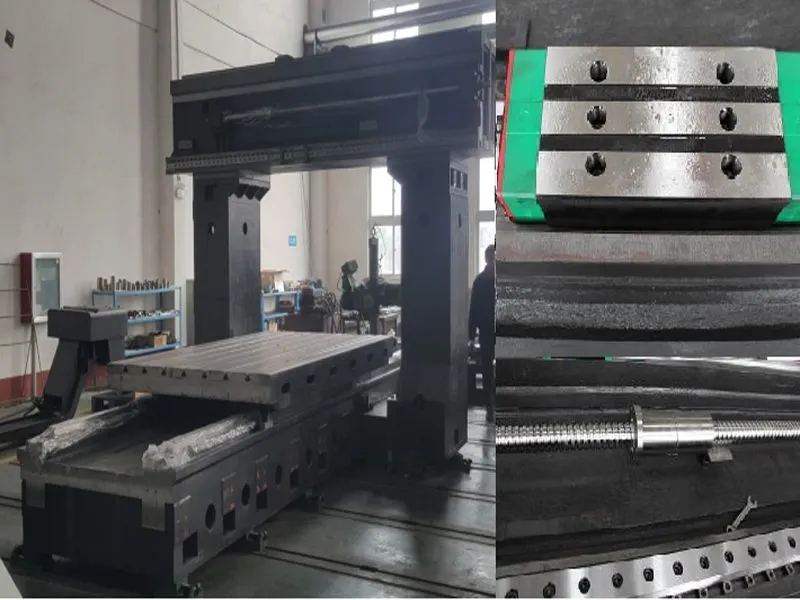
Жёсткость и точность конструкции при поперечном перемещении по стандарту ISO230-2 конструктивно обеспечивается наличием 2-х роликовых направляющих качения, производства HIWIN расположенных во взаимно перпендикулярных плоскостях.
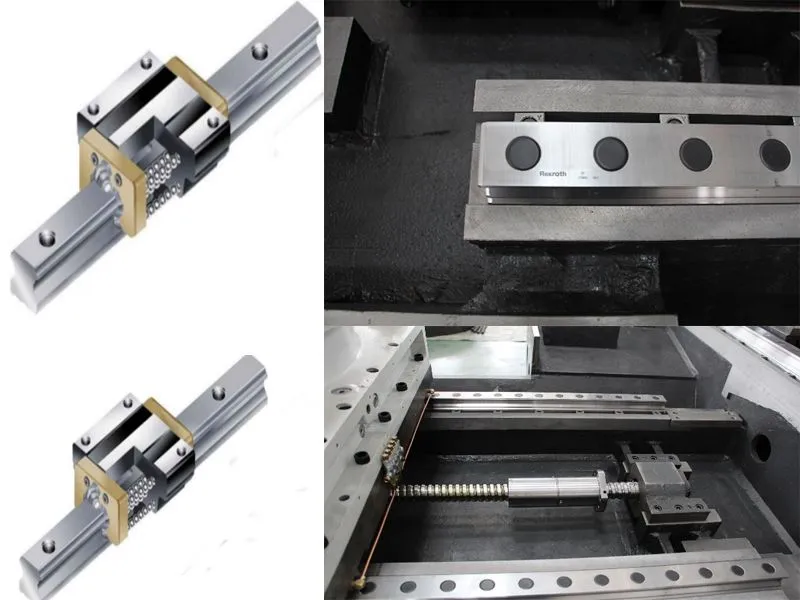
Роликовые направляющие Rexroth или Hiwin позволяют перемещать высочайшие нагрузки с минимальными усилиями с высокой жесткостью и, как следствие точностью, которая отвечает требованиям пользователей высокопроизводительных станков и роботов.
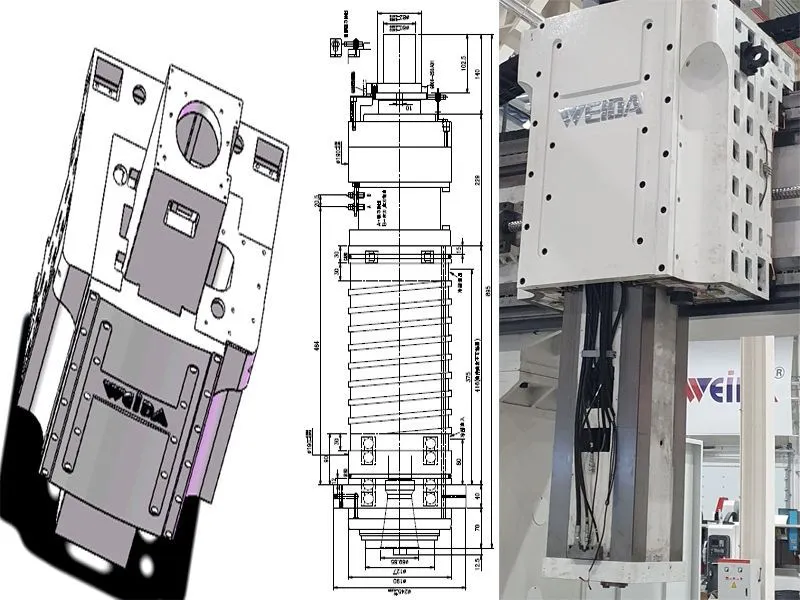
Шпиндельный узел повышенной жёсткости с сечением ползуна 450×450 мм. С прямым подключением редуктора, что позволит увеличить крутящий момент до 900 Нм.
Шпиндель пр-во фирмы Cells Тайвань ВТ50 с допустимой частотой вращения до 6000 мин-1. Оснащён подшипниками NSK (Япония) или FAG (Герамния), в зависимости от наличия на складе.
В комплектации Fanuc 0i MF 5-й пакет опций устанавливается двигатель CTB-45P5ZGB15-H5G.
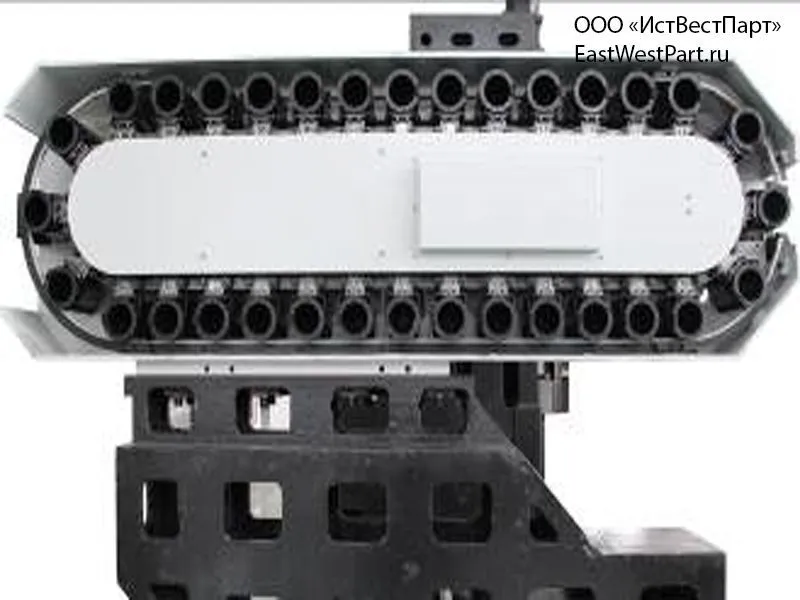
В случае необходимости расширения возможностей станка за счёт применения большего количества инструментов рекомендуется установка магазина инструментов на 32 позиции цепного типа с манипулятором.
Телескопическая защита направляющих с резиновыми уплотнениями, исключающая попадание стружки и СОЖ на направляющие, подшипниковые блоки и ШВП.
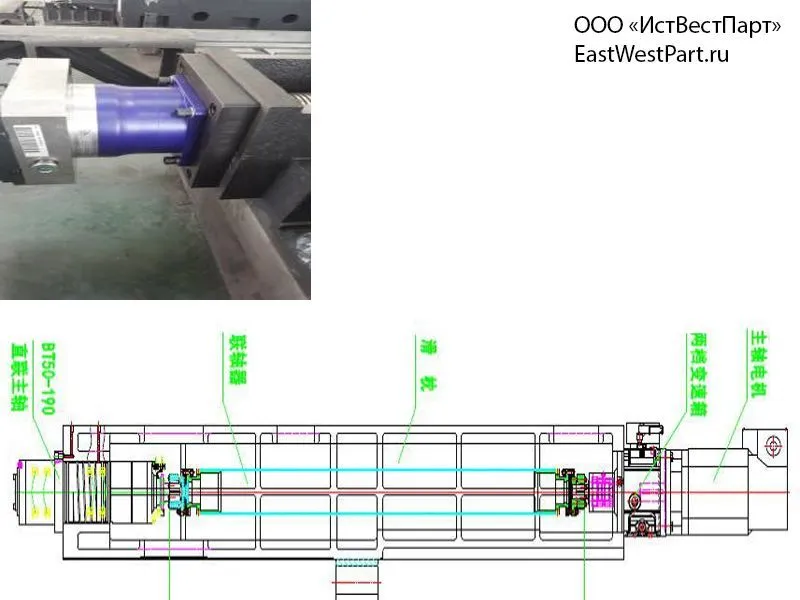
С целью увеличения осевого усилия подачи предусмотрена установка планетарного редуктора между выходным валом двигателя подачи и ШВП. Так же эта опция обязательно устанавливается в случае применения оптических линеек.
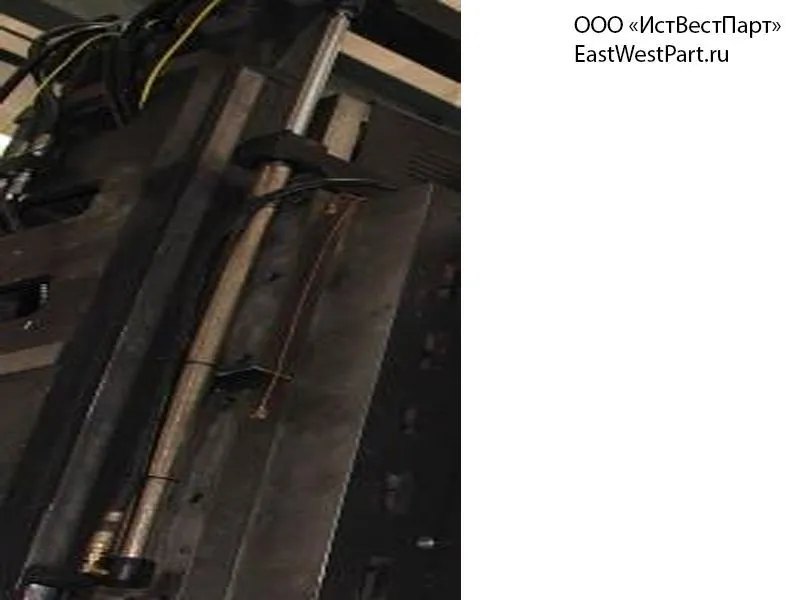
Два азотных цилиндра обеспечивают уравновешенное состояние ползуна. Сконструирована как система закрытого типа циркуляции, и обеспечивает максимально плавное перемещение по оси Z. Ось Z оснащена предохранительной муфтой, исключающей выход из строя станка в случае жесткого соударения.
Азотные цилиндры разгружают ШВП в момент его инертного положения (длительное положение ползуна на определенном вылете при фрезеровании), что позволяет получать лучшие показатели по плоскостной обработке поверхности большой площади.

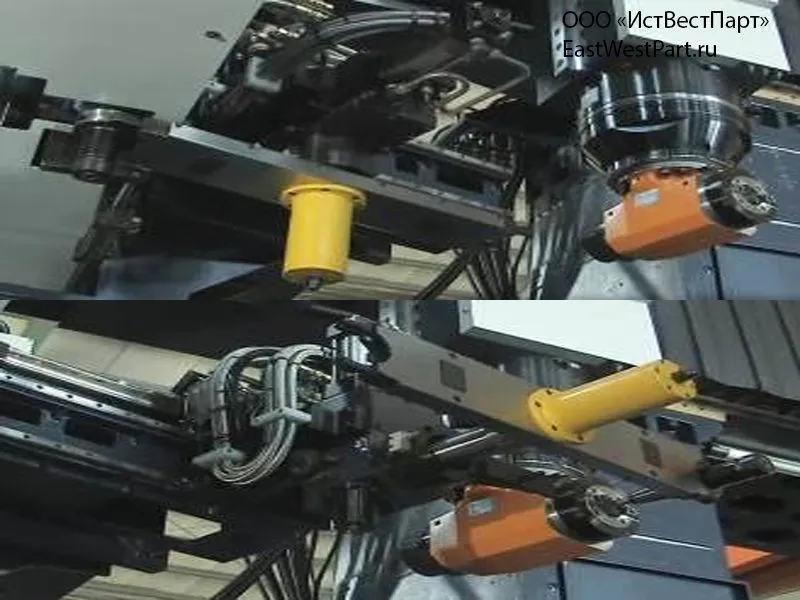
При необходимости фрезерования плоскостей под углом 45˚ возможна установка не регулируемой головки, модели N45 производства фирмы GONG YANG MACHINERY CO., LTD (Тайвань).
При необходимости фрезерования вертикальных плоскостей под углом 90˚ возможна установка не регулируемой головки, модели N75 производства фирмы GONG YANG MACHINERY CO., LTD (Тайвань).

Так же может быть установлена опция подачи СОЖ через шпиндель под давлением 20 мПа. В случае её установки обязательно устанавливается полное ограждение рабочей зоны (с верхней частью).

Полное ограждение рабочей зоны, включает верхнее переднее телескопическое ограждение. Исключает разбрызгивание СОЖ и вылет стружки из зоны резания под действием струи высокого давления.

Заднее ограждение исключает верхнюю погрузку детали, поскольку не имеет возможности доступа сверху (не съёмное).

В случае, если необходимо эффективное охлаждение заготовки, но нет необходимости подачи через шпиндель, может применяться круговое расположение шлангов вокруг шпинделя.
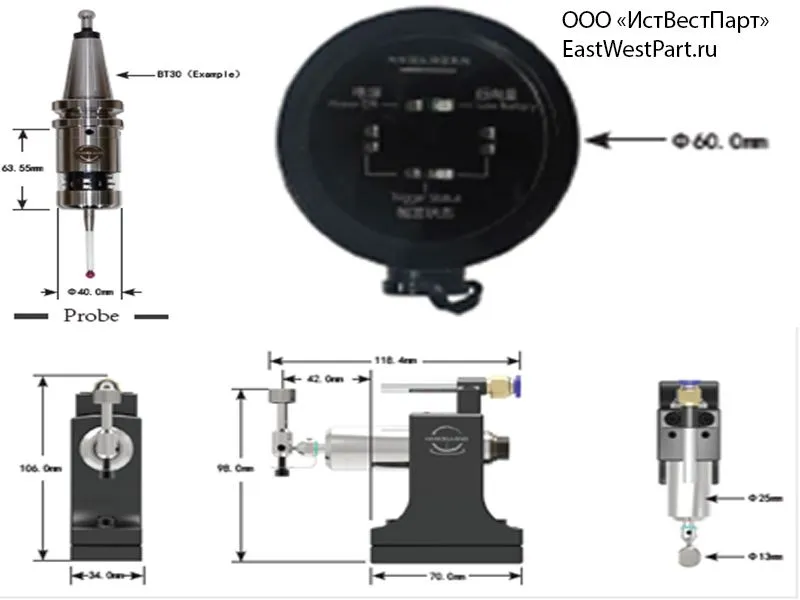
Система измерения детали HANCE HCL-O300 (аналог Reneshaw OMP-60)
• Степень защиты IP68
• Высокая точность измерения ≤1 мкм.
• Малый размер и лёгкая установка
• Прочный корпус позволяет выдерживать механическое воздействие.
Система измерения инструмента HANCE HCL-MTS-25 (аналог Reneshaw TS-27R)

Система измерения детали Renishaw OMP60 с оптической передачей сигнала, предназначена для установки заготовки или контроля обработки изделия, установленного в рабочей зоне. Позволяет уменьшить погрешности и количество брака при обработке.
Контактная система измерения инструмента Renishaw TS27R, предназначенная для ускорения процесса переналадки, контроля за состоянием инструмента и измерением его вылета и диаметра.
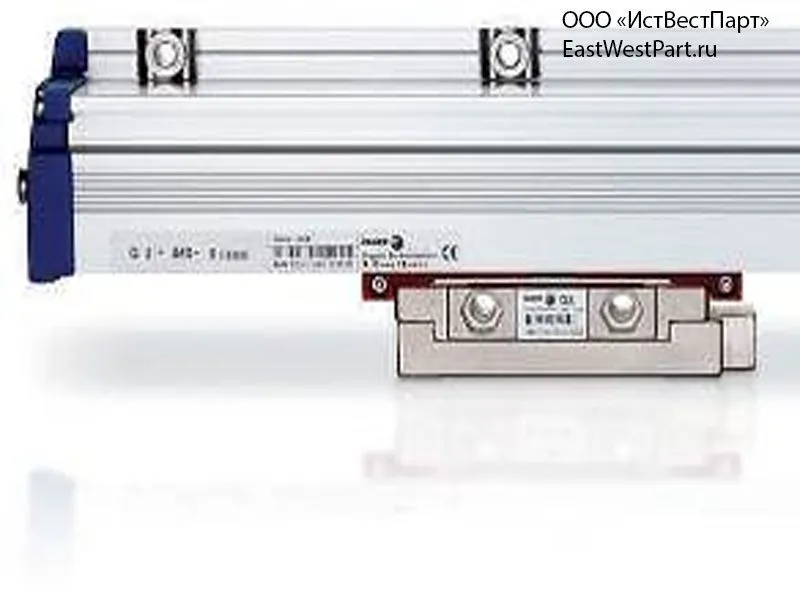
Оптические датчики линейного измерения Haidenhain (Германия)
(устанавливаются только с планетарными редукторами по осям линейного перемещения)

В случае установки высокоскоростных шпинделей или 2-х скоростного редуктора ZF-2K250 необходимо масляное охлаждение шпинделя, которое предотвращает влияние нагрева подшипниковых опор шпинделя или механических передач редуктора

Боковые ленточные конвейеры вместо шнековых, могут применяться для более эффективного удаления стружки.
При необходимости сбора в одну ёмкость стружки, подаваемой боковыми конвейерами, предусматривается дополнительный пластинчатый конвейер.
В случае применения угловых головок с автоматической фиксацией инструмента рекомендуется применение инструментального магазина на 40 позиций с возможностью смены инструмента в вертикальной и горизонтальной плоскостях за счёт поворота манипулятора.

Если при изготовление одной детали планируется применение нескольких угловых или поворотных голов и необходима их периодическая смена, рекомендуется устройство автоматической смены угловых голов. Эта опция позволяет исключить переналадку станка при переходе на обработку с их применением. В комплект входит одна угловая (90˚) головка модели А55 для обработки вертикальных поверхностей с автоматическим поворотом на 360˚ с дискретностью 5˚.

При необходимости обработки деталей с поворотом вокруг вертикальной или горизонтальной оси рекомендуется установка поворотного стола модели MRNC-63A, производства компании TANSHING (Тайвань).

В качестве дополнительной опции может устанавливаться дисковое устройство сбора масла с поверхности СОЖ (Скиммер).
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей