
Станок модели TCK52DYS является полнофункциональным токарным станком повышенной точности с числовым программным управлением, разработанным и спроектированным с использованием передовых зарубежных технологий. Конструкция и органы управления разработаны с учетом требований эргономики: он удобен и легок в управлении, удобен в ремонте.
Данный станок предназначен для выполнения токарных и фрезерных операций чистовой и получистовой обработки, в том числе обработка отливок из чугуна, за счёт применения высокоскоростного шпинделя с осью C и приводного инструмента. Перемещения по осям происходят по высокоточным направляющим качения серии HGH35, устойчивым к воздействию вибрации. Они обладают высокой жёсткостью и позволяют вести токарную обработку со снятием больших припусков.
При наличии соответствующего программного обеспечения (CAD/CAM систем) – залога эффективной эксплуатации станков с ЧПУ – перенастройка станка инженером-технологом занимает минимальное время. Требуется просто сменить программу, что сокращает на 80-90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением и обеспечивает индивидуальность любой сложной детали.
Станки изготавливаются по стандарту точности GB/T 16462/1.
|
Наименование параметра |
ед. изм. |
значения |
|||||
|
Максимальный диаметр устанавливаемой детали |
мм |
620 |
|||||
|
Диаметр обработки над станиной |
мм |
500 |
|||||
|
Максимальный диаметр точения вала |
мм |
400 |
|||||
|
Максимальная длина обработки |
мм |
500/750/1000 |
|||||
|
Главный шпиндель |
|||||||
|
Тип основного шпинделя |
ASA |
A2-6 |
А2-8 |
А2-11 |
|||
|
Мощность основного шпинделя S1/S3 |
кВт |
11/15 (15/18,5)* |
15/18,5 |
15/22,5 |
|||
|
Диаметр отверстия в шпинделе |
мм |
66 (79)* |
86 |
105 |
|||
|
Максимальный диаметр прутка |
мм |
55 (65)* |
74 |
||||
|
Гидравлический патрон |
мм |
210 |
250 |
250 (315)* |
|||
|
Максимальная частота вращения |
об/мин |
4200 |
3500 |
2500 |
|||
|
Подачи |
|||||||
|
Максимальное перемещение по оси X |
мм |
260 |
|||||
|
Максимальное перемещение по оси В |
мм |
415 |
665 |
915 |
|||
|
Максимальное перемещение по оси Y |
мм |
±50 |
|||||
|
Диапазон индексации по оси С |
˚ |
360 |
|||||
|
Максимальное перемещение по оси Z |
мм |
580 |
830 |
1080 |
|||
|
Ускоренное перемещение по оси Z |
м/мин. |
24 |
|||||
|
Ускоренное перемещение по оси X |
м/мин. |
24 |
|||||
|
Ускоренное перемещение по оси Y |
м/мин. |
16 |
|||||
|
Ускоренное перемещение по оси В |
м/мин. |
8 |
|||||
|
Противошпиндель |
|||||||
|
Тип контр шпинделя (прямой привод) |
ASA |
A2-5 |
A2-6 |
||||
|
Мощность контр шпинделя |
кВт |
12,5 |
22,15 |
||||
|
Номинальный крутящий момент контр шпинделя |
Нм |
50 |
91,1 |
||||
|
Максимальный крутящий момент контр шпинделя |
Нм |
100 |
227 |
||||
|
Диаметр отверстия в шпинделе |
мм |
56 |
66 |
||||
|
Прутковый материал |
мм |
45 |
55 |
||||
|
Максимальная частота вращения |
об/мин |
5500 |
4300 |
||||
|
Револьверная головка |
|||||||
|
Тип револьверной головки |
BMT55 |
||||||
|
Количество инструмента |
шт |
12 |
|||||
|
Размер резца |
мм |
25 х 25 |
|||||
|
Диаметр расточного инструмента |
мм |
32 |
|||||
|
Двигатель двигателя приводного инструмента |
кВт |
2,7 (4,5)* |
|||||
|
Крутящий момент |
Нм |
46 (54)* |
|||||
|
Крутящий момент удержания |
Нм |
12 (18)* |
|||||
|
Привод |
|||||||
|
Мощность двигателя оси Z |
кВт |
3,1 |
|||||
|
Мощность двигателя оси X |
кВт |
3,1 |
|||||
|
Мощность двигателя оси B |
кВт |
3,1 |
|||||
|
Мощность двигателя оси Y |
кВт |
2,3 |
|||||
|
Двигатель гидравлики |
кВт |
1,5 |
|||||
|
Мощность насоса охлаждения |
кВт |
0,75 |
|||||
|
Габаритные размеры (в упаковке) |
|||||||
|
Вес |
кг |
3900 |
4300 |
5000 |
|||
|
Длина |
мм |
2950 |
3162 |
2582 |
|||
|
Ширина |
мм |
1870 |
|||||
|
Высота |
мм |
2200 |
|||||

Устанавливаемая система ЧПУ KND1000TC1I-D решение базового уровня для управления несколькими операциями. Данная система ЧПУ — это отличное сочетание стоимости и качества, непревзойденной производительности и надежности.
Основные характеристики:
• Синхронизированное управление двигателями главного привода и подач.
• В 10 раз больший объём оперативной памяти по сравнению со стойками Fanuc 0i (3 и 5 пакет опций).
• Обратная связь через цифровую шину привода.
• Двунаправленная компенсация погрешности ходового винта.
• Комплектуется электронным маховиком управления

Цельнолитая усиленная рёбрами жёсткости, устойчивая к механическим вибрациям чугунная станина. Линейные направляющие качения THK позволяют успешно сочетать обработку с высокой скоростью рабочей подачи при съёме значительного припуска за проход.

Линейные направляющие качения роликового типа THK 45 мм и ШВП THK Ø40мм класса точности С3, позволяют успешно сочетать обработку с высокой скоростью рабочей подачи при съёме значительного припуска за проход.
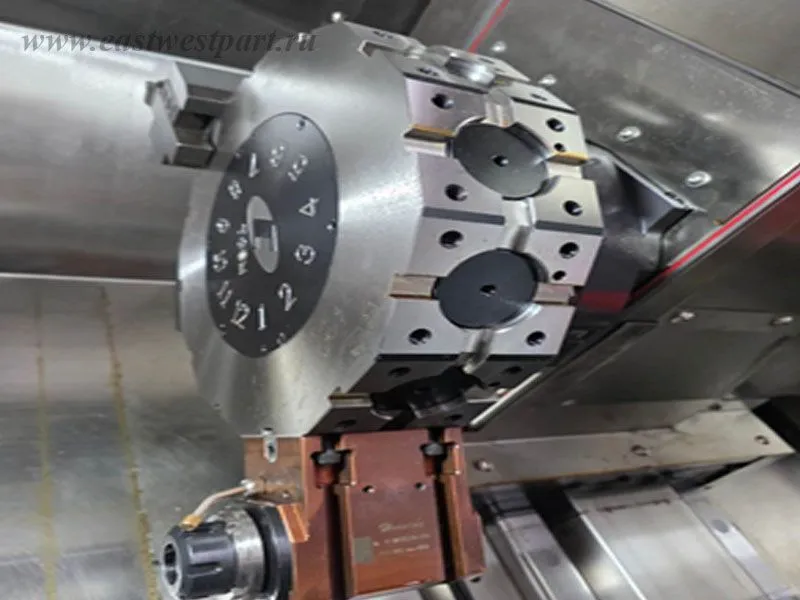
Револьверная головка на 12 позиций производства компании SWIFT (Тайвань) с креплением инструмента тип BMT55. Сечение радиального инструмента □25 и осевого инструмента Ø32.

В базовой комплектации станки серии DYS оснащаются моторшпинделем мощностью 12,8 кВт типа А2-6 с отверстием 45 мм. противоположенным основному шпинделю. Диаметр патрона 160 мм.

Серводвигатель шпинделя мощностью 11/15 кВт, производства KND поддерживающий постоянство скорости резания при изменении диаметра обработки.

Большой (от 66 до 105 мм.) диаметр отверстия в шпинделе. Шпиндель оснащён гидравлическим фиксатором шпинделя для удержания в процессе выполнения фрезерных операций.
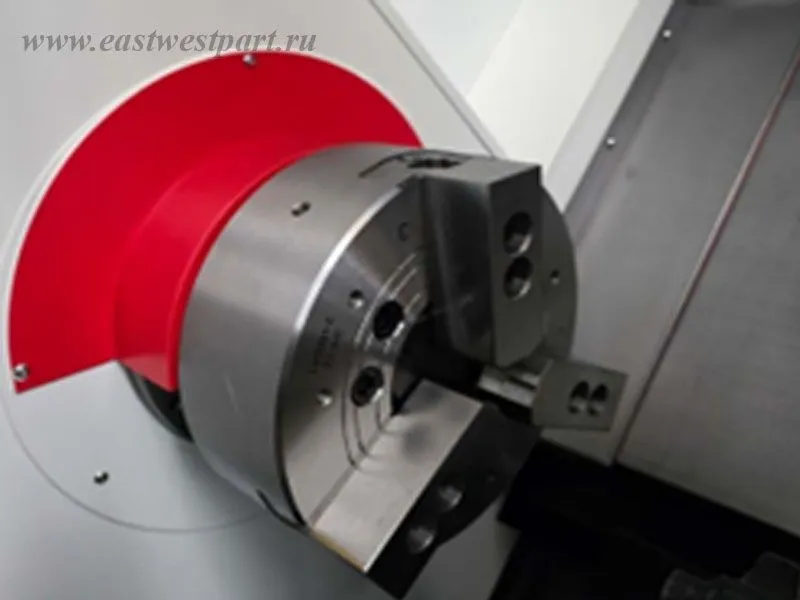
3-х кулачковый гидравлический патрон Ø 210 мм. в стандартной комплектации.

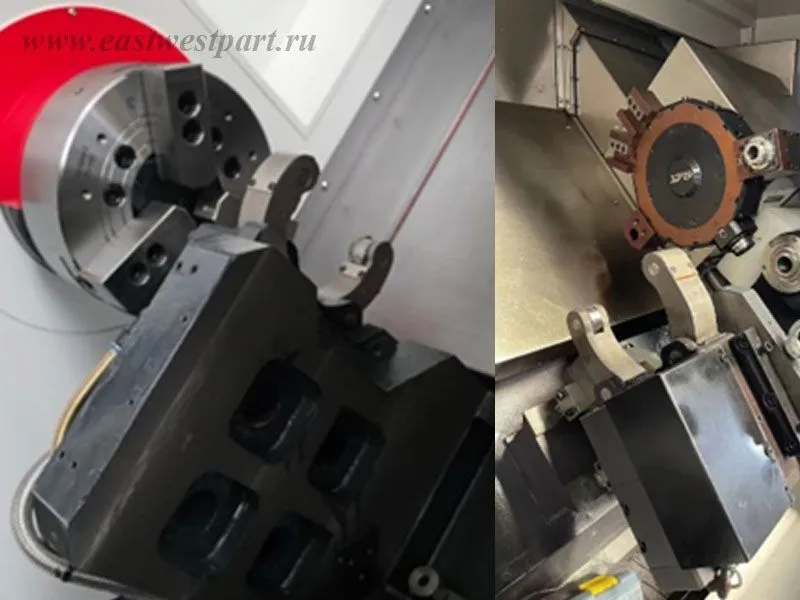
Позволяет фрезерование, нарезание резьбы и строгание внутренних шпоночных пазов с помощью осевого и радиального приводного инструмента с индексацией в основном и контр шпинделях.

Специально разработанная система принудительной смазки, позволяющая вести обработку на высоких скоростях.

В базовой комплектации применяется конвейер удаления стружки пластинчатого типа с ёмкостью для стружки.

В качестве дополнительной комплектации возможна установка автоматической системы измерения производства комапнии Renishaw типа HPMA или HPPA

Устройство удаления аэрозолей СОЖ из рабочей зоны станка.
Устройство отделение масла от СОЖ (Скиммер).

Для автоматизации выгрузки деталей в условиях серийного производства, возможно применение приёмников деталей после обработки в основном и контр шпинделях с возможностью установки конвейеров удаления готовых деталей из зоны обработки в тару.

Программируемая задняя бабка с гидравлическим или механическим (ШВП) приводом.

Автоматическое устройство подачи прутка Shanzhiqi SH-65 с автоматической загрузкой. Привод осуществляется посредством сервопривода. Диапазон диаметров от 5 до 66 мм. при однократной подаче. Накопитель на 10 деталей Ø60. Время смены прутка 18 сек. Предназначен как для автоматов продольного точения, так и револьверных станков.
Люнет гидравлический не подвижный. Ø 150, Ø 250, Ø 300
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей