
Станок модели <strong>TCK63</strong> является полнофункциональным токарным обрабатывающим центром с числовым программным управлением, разработанным и спроектированным с использованием передовых зарубежных технологий. Конструкция и органы управления разработаны с учетом требований эргономики: он удобен и легок в управлении.<br><br>
Данный станок предназначен для выполнения токарных операций чистовой и получистовой обработки, в том числе обработка отливок из чугуна, за счёт применения высокоскоростного шпинделя. Перемещения по осям происходят по высокоточным направляющим качения серии HGH35, устойчивым к воздействию вибрации. Они обладают высокой жёсткостью и позволяют вести токарную обработку со снятием больших припусков. При наличии соответствующего программного обеспечения (CAD/CAM систем) – залога эффективной эксплуатации станков с ЧПУ – перенастройка станка инженером-технологом занимает минимальное время. Требуется просто сменить программу, что сокращает на 80-90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением и обеспечивает индивидуальность любой сложной детали. Станки изготавливаются по стандарту точности GB/T 16462.1-2007.
|
Наименование |
TCK63 Бесступенчатое регулирование |
|
|
Наибольший диаметр обрабатываемой заготовки над станиной, мм |
650 |
|
|
Наибольший диаметр точения над станиной, мм |
630 |
|
|
Наибольший диаметр детали над супортом, мм |
400 |
|
|
Наибольшая длина заготовки в центрах (РМЦ), мм |
1320 |
|
|
Угол наклона станины, град. |
45 |
|
|
Тип торца шпинделя |
A2-8 |
|
|
Диаметр отверстия в шпинделе, мм |
87 |
|
|
Диаметр прутка, мм |
72 |
|
|
Конус шпинделя и центра |
120; Morse No. 5 |
|
|
Диапазон скоростей шпинделя, об/мин |
50-2600 |
|
|
Диаметр 3-х кулачкового патрона, мм |
315 |
|
|
Тип патрона |
Гидравлический |
|
|
Количество инструментов, шт |
12 |
|
|
Сечение радиального инструмента, мм |
25×25 |
|
|
Сечение осевого инструмента, мм |
Ø40 |
|
|
Тип револьверной головки |
Гидравлическая |
|
|
Скорость перемещений суппорта м/мин |
Z:16; X:12; |
|
|
Перемещение по оси Х, мм |
350 |
|
|
Перемещение по оси Z, мм |
1120 |
|
|
Крутящий момент X,Z Nt,m |
15/22 |
|
|
Диаметр пиноли задней бабки, мм |
100 |
|
|
Выход пиноли задней бабки, мм |
120 |
|
|
Конус пиноли, мм |
Morse No.5 |
|
|
Мощность электродвигателя главного привода, кВт |
11/15 |
|
|
Тип электродвигателя главного привода, кВт |
Fanuc |
|
|
Точность позиционирования, мм |
0,008 |
|
|
Повторяемость позиционирования |
0,004 |
|
|
Габаритные размеры, мм |
Ширина × Высота |
2200×2100 |
|
Длина |
4000 |
|
|
Вес нетто, т |
5,5 |
|

Специально разработанная система принудительной смазки, позволяющая вести обработку на высоких скоростях.
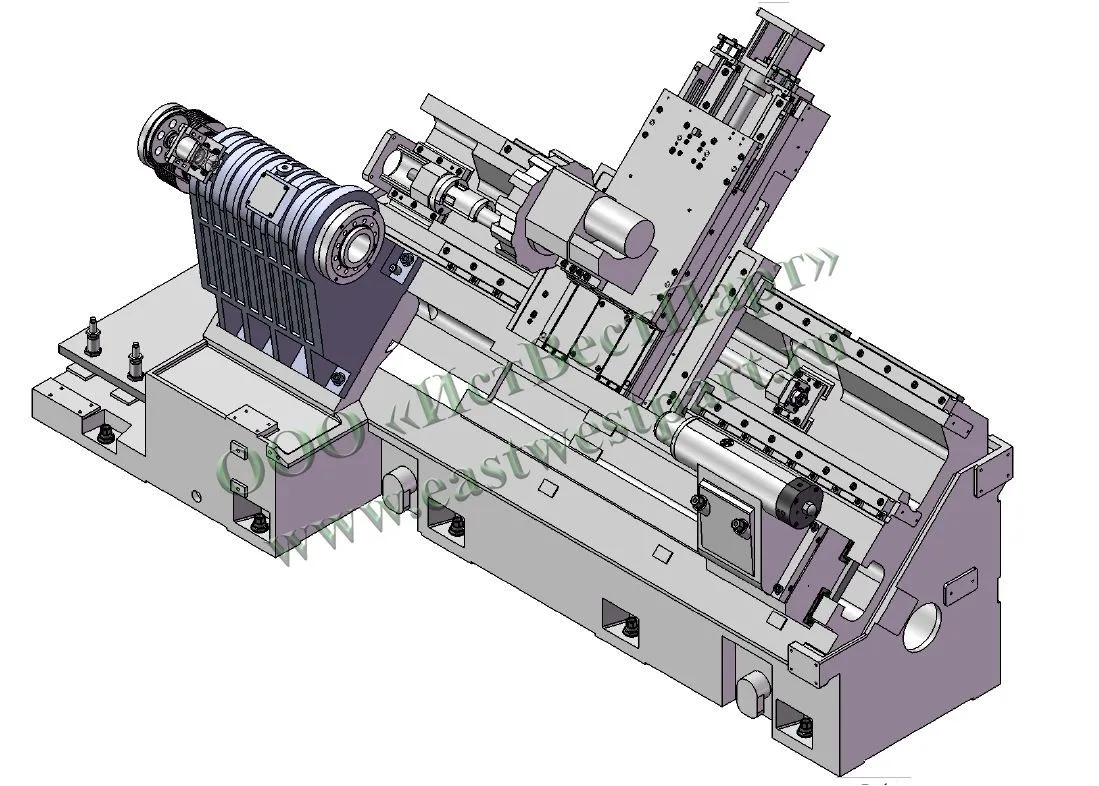
Цельнолитая, усиленная рёбрами жёсткости, устойчивая к механическим вибрациям чугунная станина. Линейные направляющие качения HIWIN позволяют успешно сочетать обработку с высокой скоростью рабочей подачи при съёме значительного припуска за проход.
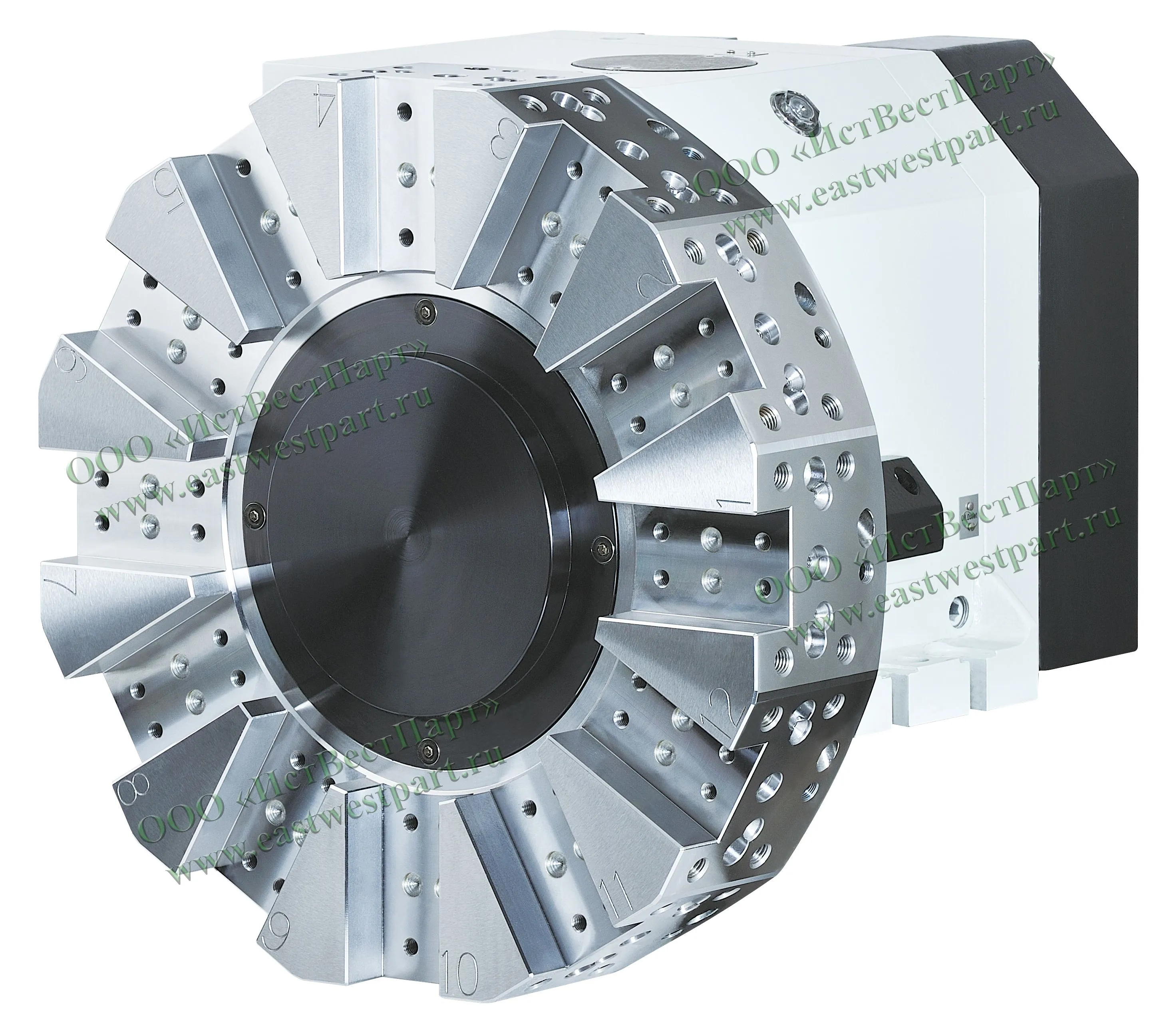
Гидравлическая револьверная головка на 12 позиций производства компании GSA (Тайвань) устанавливается в базовой комплектации. Сечение радиального инструмента □25 и осевого инструмента Ø40
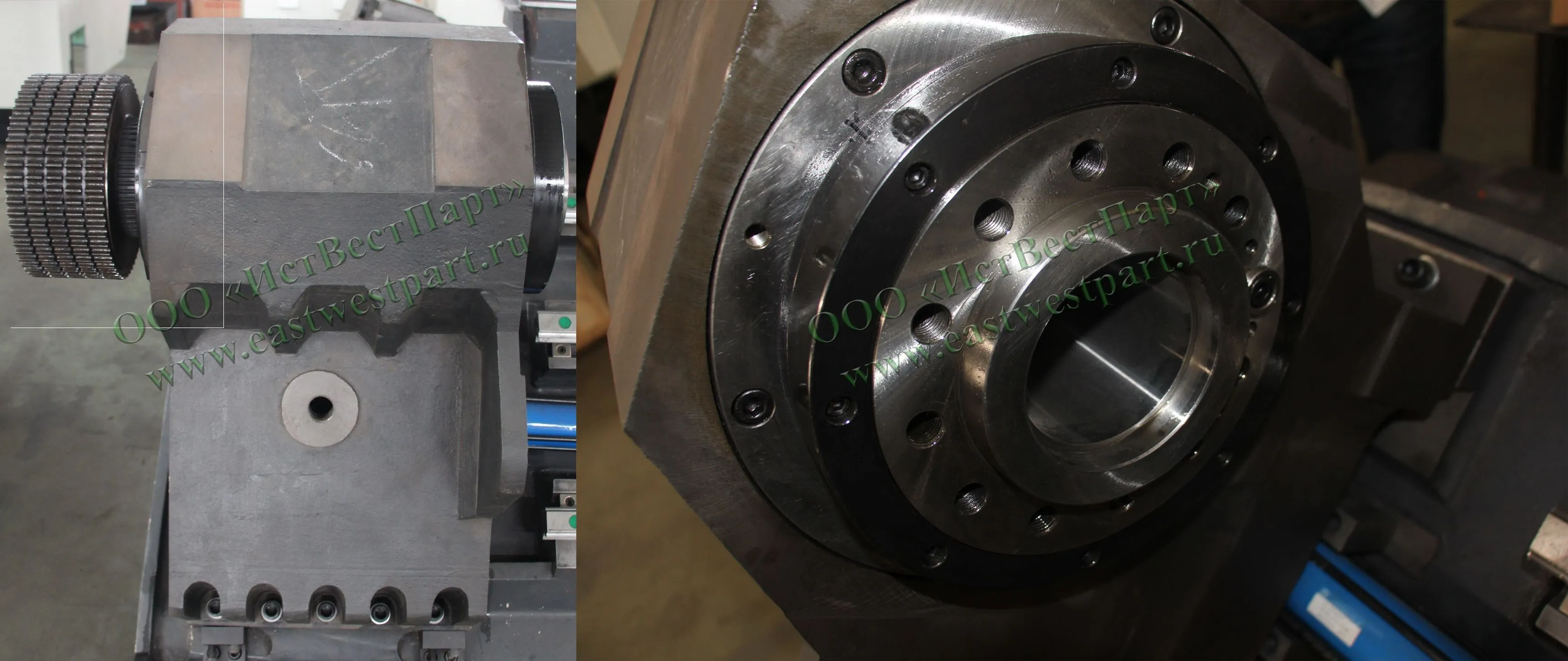
Большой (до 87 мм) диаметр отверстия в шпинделе
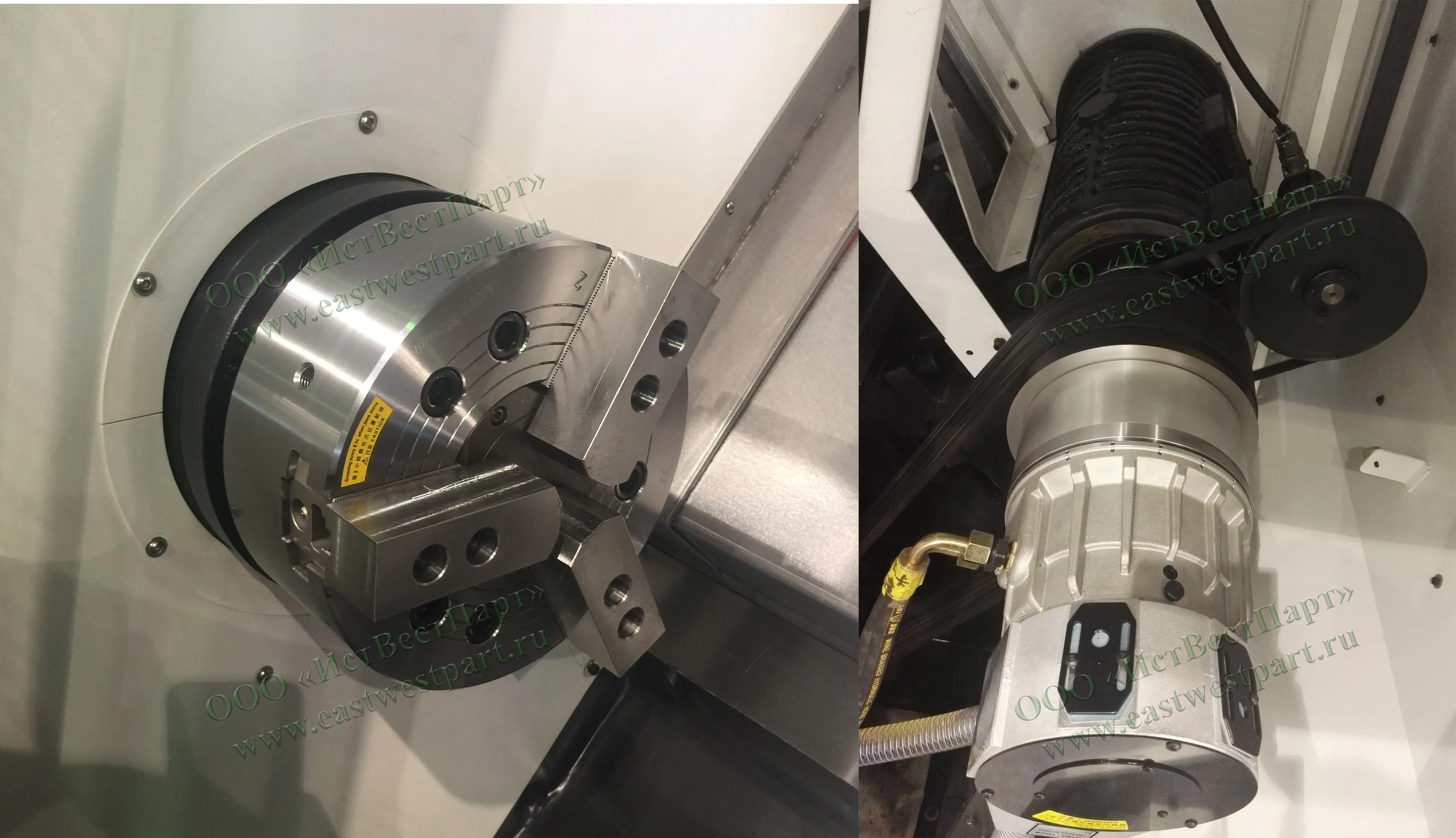
3-х кулачковый гидравлический патрон Ø 315 мм в стандартной комплектации. Диаметр обрабатываемого прутка 72 мм.

Устанавливаемая система ЧПУ на выбор: Fanuc 0i TF или Siemens 828D
ЧПУ Fanuc серии 0i модели F — это идеальное решение базового уровня для управления несколькими операциями. Данная система ЧПУ — это отличное сочетание стоимости и качества, непревзойденной производительности и надежности. Основные характеристики:
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей