
Станок модели CW61140 является полнофункциональным токарно-винторезным станком нормальной точности, предназначенным для черновой и получистовой обработки крупногабаритных деталей с удалением большого припуска. Разработан и спроектирован с использованием передовых зарубежных технологий компанией Shandong Lathe Machine Tool Co., Ltd.
Основные преимущества:
|
Наименование параметра |
Ед. Изм. |
CW61140 |
|
|
Наибольший диаметр обрабатываемой заготовки |
над станиной |
мм |
1400 |
|
в выточке станины |
- |
||
|
над суппортом |
1000 |
||
|
Наибольшая длина заготовки в центрах (РМЦ) |
мм |
1500/3000 |
|
|
Ширина станины |
мм |
755 |
|
|
Максимальная нагрузка |
кг |
5000 |
|
|
Диаметр отверстия в шпинделе |
мм |
130 |
|
|
Конус шпинделя и центра |
|
140; Morse No. 5 |
|
|
Количество инструмента |
шт |
4 (ручная смена) |
|
|
Хвостовик инструмента |
мм |
45×45 |
|
|
Диапазон скоростей шпинделя (21/18 ступеней) |
Мин-1 |
3,15-315 |
|
|
Диапазон продольных подач, (56/64 ступеней) |
мм/об |
0,1-12 |
|
|
Диапазон поперечных подач, (56/64 ступени) |
мм/об |
0.05-6 |
|
|
Быстрые перемещения суппорта |
мм/мин |
Z:3740 X:1870 |
|
|
Перемещение по оси Z |
мм |
520 |
|
|
Перемещение по оси X |
мм |
1310/2810 |
|
|
Шаг и диаметр ходового винта |
мм |
12 / 55 |
|
|
Нарезаемые резьбы: |
метрическая |
мм |
1-120 (44 резьбы) |
|
дюймовая |
TPI |
3/8-28 (31 резьба) |
|
|
модульная |
m |
0.5-60 (45 резьб) |
|
|
питчевая |
p" |
1-56 (30 резьб) |
|
|
Ход пиноли |
мм |
300 |
|
|
Диаметр пиноли задней бабки |
мм |
140 |
|
|
Угол поворота суппорта |
град |
+/- 90 |
|
|
Конус пиноли |
мм |
Morse No. 6 |
|
|
Мощность электродвигателя главного привода |
кВт |
22 |
|
|
Мощность электродвигателя быстрых перемещений |
кВт |
1.5 |
|
|
Мощность электродвигателя подачи СОЖ |
кВт |
0,125 |
|
|
Длинна |
мм |
4600/6100 |
|
|
Габаритные размеры (ШхВ) |
Мм |
2250×2050 |
|
|
Вес, нетто |
Т. |
11,2/12,3 |
|
|
Базовая комплектация: |
Опции: |
|
|

Цельнолитая усиленная рёбрами жёсткости, устойчивая к механическим вибрациям чугунная станина.
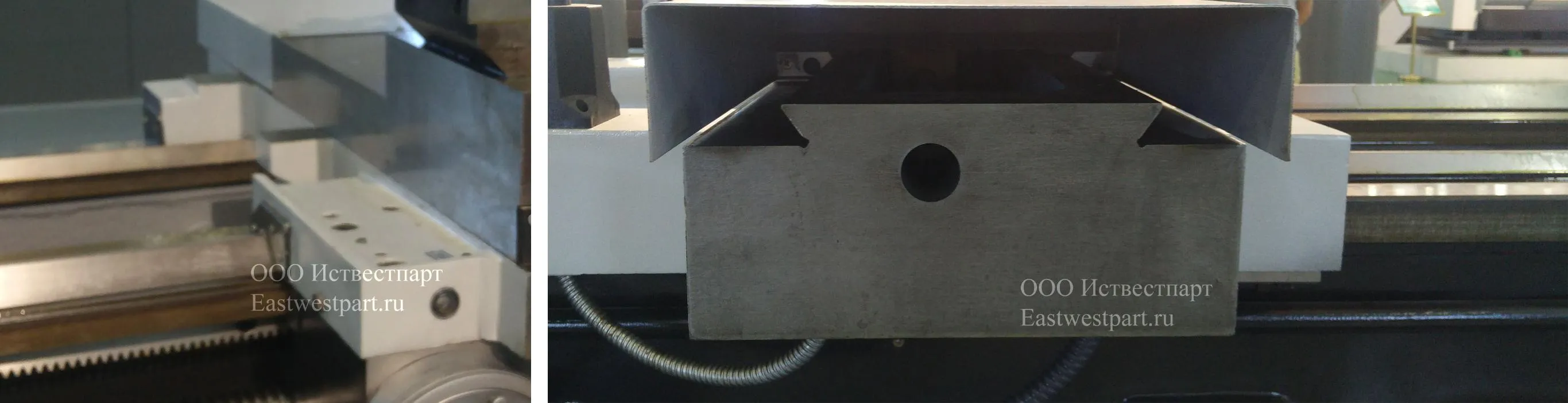
Высокоточные направляющие устойчивые к износу, что обеспечивает повышенную жёсткость конструкции в процессе обработки.
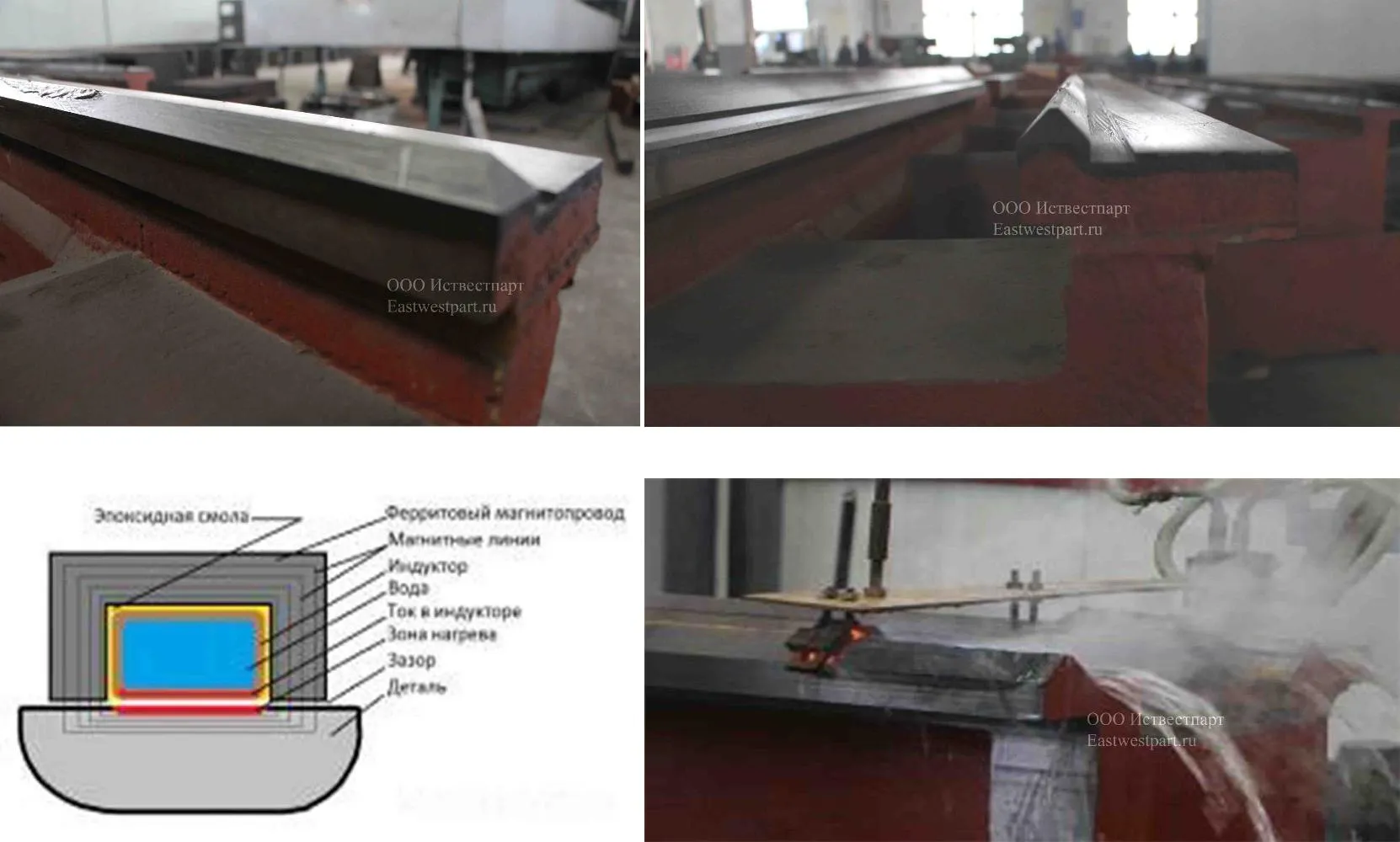
Поверхность направляющих подвержена закалке ТВЧ, что обеспечивает их высокую устойчивость к износу и механическим повреждениям.

Жёсткий цельно литой корпус задней бабки исключает вибрацию и биение заготовки при обработке в центрах, а также надёжную фиксацию осевого инструмента больших диаметров.

Все рукоятки и маховики управления расположены аналогично широко распространённым советским станкам ДИП 400, что позволяет токарю в кратчайшие сроки освоить навыки работы на данном станке.

Все зубчатые пары подвержены закалке и шлифовке в условиях термоконстантного цеха на Шлифовальных станках произведённых в Германии и Японии.

Может быть поставлен подвижный и не подвижный люнет для обработки деталей большой длинны

Конусная линейка, приспособление для обработки конусов с углом 10-12˚. Обработка осуществляется путём согласованного перемещения верхних салазок суппорта при продольной подаче.

В качестве дополнительной опции могут быть установлены устройства цифровой индикации (УЦИ) компании SINO.

Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей