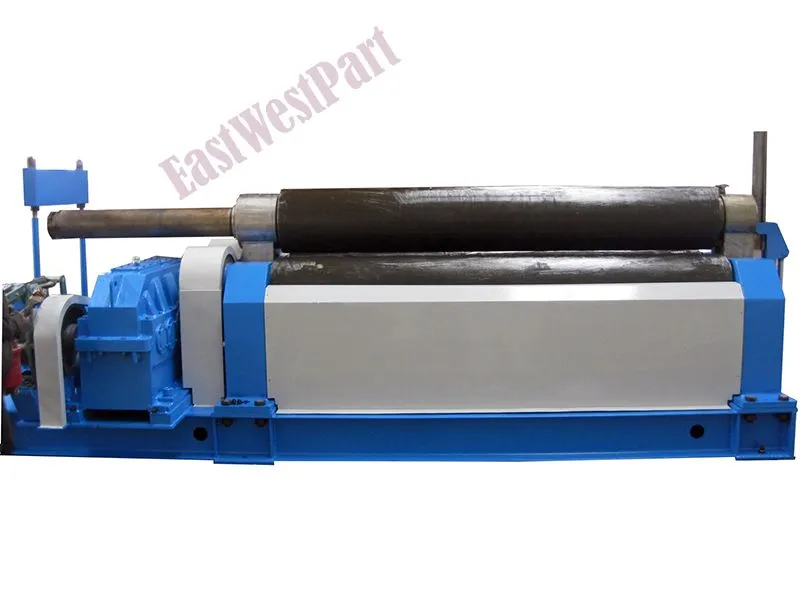
Принцип действия трёх валкового листогиба основан на воздействии сил трения, возникающих между металлическим листом и вальцами при вращательном движении вальцов. Для того что бы получить необходимый радиус изгиба необходимо отрегулировать высоту верхнего вальца. Перед началом обработки необходимо убедиться в параллельности вальцов, после этого необходимо установить лист между нижними и верхним вальцами. После этого при включении двигателя М2 деформировать лист. При включении двигателя главного привода M1 приводятся во вращение нижние вальцы и производится прокатка листа. Эта операция производится до получения необходимого изделия.
Схема их работы следующая. До начала работы производится точная установка основного размера «A». Размер деформации определяется величиной перемещения подвижного ролика в пределах размера «Н» и направлением вращения подающего механизма. Контроль гибки осуществляется по размеру «R». Заготовка протягивается через валики и деформируется. В итоге, получаются круглые или цилиндрические обечайки и их элементы.
|
№ |
Описание параметров |
Ед. измерения |
Значение |
|
1 |
Модель и технические характеристики |
ZDW11-25х2000 |
|
|
2 |
Max. толщина прокатки |
мм |
25 |
|
3 |
Max. ширина прокатки |
мм |
2000 |
|
4 |
Условный предел текучести для гибочного листа |
МПа |
245 |
|
5 |
Диаметр верхнего ролика |
мм |
340 |
|
6 |
Диаметр нижнего ролика |
мм |
260 |
|
7 |
Скорость роликов |
м/мин |
4 |
|
8 |
Вес |
кг |
9500 |
|
9 |
Габариты |
мм |
3890x1700x1600 |
|
10 |
Мощность главного привода |
кВт |
15 |
|
11 |
Мощность привода подачи |
кВт |
7,5 |
|
12 |
Минимальный диаметр гибки |
мм |
750 |
|
13 |
Межцентровое расстояние нижних роликов |
мм |
430 |
Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей