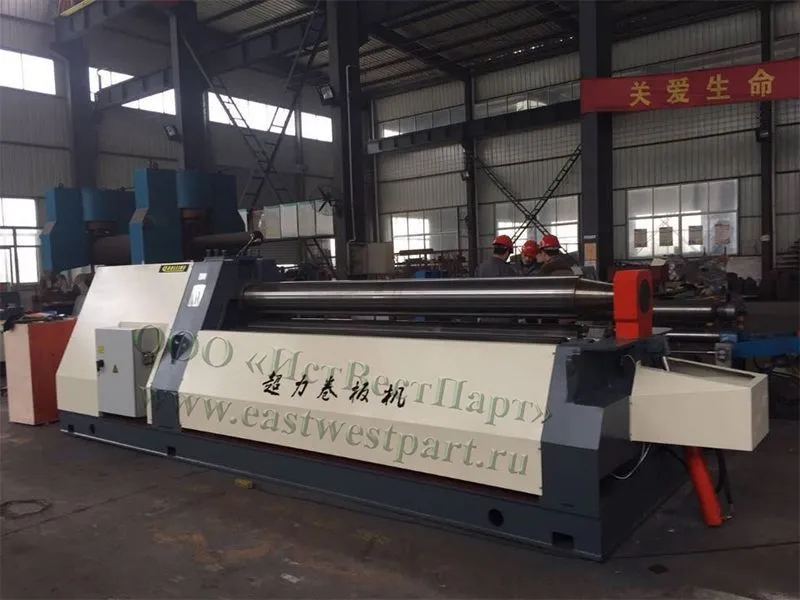
4-валковая прокатная машина CLW12CNC-20×2000 осуществляет предварительную гибку кромок листа, а затем путем вальцевания придает ему указанные формы с едино разовой загрузкой без необходимости переворачивания. Система управления ЧПУ обеспечивает отличный результат прокатки. Привод валка (опционально 2-х или 3-х) осуществляется гидромотором, нижние валки и два боковых валка совершают вертикальное движение под действием гидравлики. Данная листопрокатная машина применяется для гибки и прокатки листовой стали с образованием цилиндрических, конических или дугообразных заготовок с высокой точностью прокатки и высокой производительностью. Кроме того, данная машина подходит для грубого распрямления листового материала.

Нижний и боковые вальцы перемещаются гидроцилиндрами прямолинейно. Опоры оснащены роликовыми подшипниками с осевой регулировкой. Механизм синхронизации подъёма управляется от ЧПУ. Смена верхнего валка упрощается за счёт применения гидравлического цилиндра освобождения опоры.
|
Модель |
Ед. измерения |
CLW12CNC-20×2000 |
|
Условный предел текучести листового металла |
мПа |
σs≤ 245 |
|
Максимальная толщина прокатки (без подгибки) |
мм |
20 (Конструкционная сталь σs≤245MPa) |
|
Максимальная толщина прокатки (с подгибкой) |
мм |
16 (Конструкционная сталь σs≤245MPa) |
|
Максимальная. ширина прокатки |
мм |
2000 |
|
Пример максимальной производительности при минимальном диаметре:
|
мм |
T10×B2000×Ø min 600 мм; (Без подгиба за один цикл) T16×B2000× Ø min 600 мм; (С подгибом) |
|
Длинна прямого участка |
≤ 1,5 толщины листа. |
|
|
Диаметр верхнего ролика |
мм |
Ø350 |
|
Диаметр нижнего ролика |
мм |
Ø330 |
|
Диаметр боковых роликов |
мм |
Ø250 |
|
Скорость прокатки |
м/мин |
≈4 |
|
Мощность гл. привода |
кВт |
18,5 |
|
Давление в гидросистеме |
мПа |
19,5 |
|
Габаритные размеры |
мм |
5 300×1 800×1 900 |
|
Вес |
кг |
13 500 |
|
Компоненты |
Описание |
||
|
Подшипники |
Тип |
Двухрядный самоустанавливающийся |
|
|
Производитель |
ZWZ Groupe |
||
|
Рабочие ролики |
Материал |
42CrMo твердость HRC50-58 |
|
|
Производитель |
Nanjing Iron and Steel Group /Huaxiang special steel |
||
|
Станина и боковая опора |
Материал |
Q235B |
|
|
|
Сварная термостабилизированная структура, обработанная на станках с ЧПУ |
||
|
Производитель |
Nantong Chaoli |
||
|
Редуктор |
Тип |
Xingxing редуктор |
|
|
Производитель |
EF/ZC |
||
|
Мотор гидравлики |
EF/ZC |
||
|
Электронные компоненты |
Siemens |
||
|
Гидравлическая система |
Помпа |
Тип |
Gear pump |
|
Производитель |
Hefei changyuan |
||
|
Клапана |
Производитель |
Yuken(Japan) |
|
|
Цилиндры |
Материал гильзы и поршня |
45# сталь, твёрдость HRC 48-50 |
|
|
Производитель |
Jiangsu Opu/Kuntai |
||
|
Тип уплотнения |
Yx |
||
|
Производитель |
Taiwan Dingji |
||
|
Система ЧПУ |
Панель управления |
Siemens smart line |
|
|
Контроллер |
Siemens S7-1200 |
||
|
Сенсорный экран |
OMRON(Japan) |
||

Станки спроектированы с прямолинейной направляющей системой. Формующие валки перемещаются и направляются непосредственно гидравлическими цилиндрами без дополнительных рычажных механизмов. 4-валковый прокатный станок лишен точек износа под нагрузкой или скручивающих напряжений, нарушающих точность и параллельность валков, что способствует длительному сроку службы, стабильным результатам прокатки и удобству обслуживания. Ось формующего валка близка к оси тянущего валка, допуская малые и последовательные плоские участки, связанные с предварительной гибкой. Кроме того, оптимизированы гидравлические цилиндры прямого действия предварительной гибки для максимальной производительности прокатки.

Валки листогибочного станка независимо приводятся планетарной передачей от гидромотора, это устраняет сложные энерго-неэффективные системы передачи (такие как зубчатые редуктора). В базовой комплектации устанавливается привод верхнего валка. В качестве дополнительной опции может применяться привод верхнего и 2-х боковых, а также привод верхнего и нижнего валков). Более 98% созданной энергии доставляется на поверхность валков. К тому же, отпадает необходимость в муфтах и сложных устройствах синхронизации.

Вальцы изготовлены из стали 42CrMo, подвержены термообработке и твёрдость поверхности составляет HB240~280, твёрдость поверхности HRC50-55 в соответствии со стандартом JB/ZG4289-86
Форма валков спроектирована для исключения таких дефектов, как «бочкообразность» и «седлообразность».

В отличии от прочих производителей подобного оборудования компания Chaoli применяет собственную запатентованную схему расположения гидроцилиндров. Номер патента ZL201420466512.2
Преимущества структуры Chaoli:
1. Зона соприкосновения опорных поверхностей и направляющих в 3 раза больше.
2. Уплотнения цилиндров защищены от попадания окалины и грязи.
3. Позволяет уменьшить габаритные размеры станка.

Система ЧПУ выполнена на базе контроллера Siemens S7-1200 и панели оператора Siemens Smart Line, так же производства компании Siemens. PLC SIMATIC S7-1200 - это новое семейство микроконтроллеров Сименс для решения самых разных задач автоматизации малого уровня. Эти контроллеры имеют модульную конструкцию и универсальное назначение. Они способны работать в реальном масштабе времени, могут использоваться для построения относительно простых узлов локальной автоматики или узлов комплексных систем автоматического управления, поддерживающих интенсивный коммуникационный обмен данными через сети Industrial Ethernet/PROFINET, а также PtP (Point-to-Point) соединения. В отличии от систем на базе обычных персональных компьютеров, обеспечивает высокую стабильность и устойчивость к скачкам напряжения и помехам. Не подвержена влиянию вредоносного ПО. Панель оператора поддерживает русский язык.

Устройство конической гибки повышенной твёрдости HRC 68


Наши специалисты будут рады ответить на ваши вопросы и проконсультировать по оборудованию и условиям покупки/лизинга
Заполните форму, и наш специалист свяжется с вами для уточнения деталей